真空铸造
什么是真空铸造
真空铸造是一种在真空室内进行金属熔化、浇注和结晶的铸造工艺。真空铸造可以最大限度地减少金属中的气体含量,防止金属氧化。这种方法可以生产要求很高的特种合金钢铸件和极易氧化的钛合金铸件。真空铸造成本高,一般用于熔炼蒸气压高、易挥发损失的合金和高质量铸件。模具不应含有挥发物。
真空铸造一般分为两种形式:
真空铸造的原理是用塑料薄膜密封砂箱,用真空泵抽出型腔内的空气,在型腔内外形成压力差,使干砂压实形成所需的型腔。V法铸造与传统砂型铸造不同的最大优点是不使用粘结剂,从而减少了造型用砂的处理工作,造型和铸件清砂的劳动量大大减少,旧砂的回收率可达95%以上。
真空铸造工艺生产的铸件质量好,表面光滑,轮廓清晰,尺寸准确,硬度均匀,有效延长了铸件的使用寿命
如果您想为您的制造需求找到一个经济高效和快速的真空铸造解决方案,明和可以成为您的不错选择。基于丰富的经验和专业知识,我们的真空铸造制造服务可用于原型和低到高批量生产。与明和合作,最先进的制造机械使我们能够在保持优质品质的同时高效制造最终使用的真空铸造零件和产品,这为我们的客户节省了大量的资金和时间。广泛的材料和表面处理使我们能够为您的项目做出最佳选择,原材料包括但不限于不锈钢、铝、黄铜、铜、钢、塑料等。抛光、喷漆、喷砂、电镀、阳极氧化、粉末涂层等表面处理服务为您的零件带来更好的表面质量。我们的定制真空铸造制造服务为汽车、医疗、航空航天、电子、食品、建筑、安全、海洋等行业提供符合您规格要求的耐用且价格合理的真空铸造组件。快速发送您的询价或提交图纸,在最短的时间内获得免费报价。
真空铸造工艺
低压铸造可以使用砂型、金属型、石墨型等。充型过程不同于金属型铸造、砂型铸造等重力铸造,也不同于高压高速充型的压力铸造。具有以下优点:
-
-
模型:将模型放在空心模板上。模型上有很多通气孔。当施加真空时,这些孔有助于使塑料薄膜紧贴模型。
-
-
薄膜加热:具有高拉伸率和高塑性变形率的塑料薄膜通过加热器加热软化。加热温度一般在80~120℃之间。
-
-
薄膜成型:将软化的薄膜覆盖在模型表面,通过气孔,在200~400mmHg的真空吸力下,使薄膜贴近模型表面。
-
-
放置砂箱:喷漆干燥后(工艺不需要),将专用砂箱放在覆盖薄膜的模型上。
-
-
加砂振实:将填充效率好、粒度为100-200目的干砂加入砂箱,然后进行微振动,使砂子压实到较高的密度。
-
-
覆膜:打开浇口杯,抹平砂层表面,用塑料薄膜覆盖关闭砂箱。
-
-
脱模:在大气压力的作用下,在覆盖型箱表面的薄膜的帮助下,型箱抽真空,型砂硬化。脱模时,释放负压箱的真空,释放模板对薄膜的吸附力,然后顶出上箱,完成一个型腔。
-
-
合箱浇注:合箱前,可根据工艺要求下芯、放冷铁,上下箱合并形成带浇冒口的铸型型腔,在真空状态下浇注。
-
-
开箱落砂:经过适当的冷却时间后,取消真空,恢复常压,使自由流动的砂子流出,保存一个没有砂块和机械砂的清洁铸件。砂子冷却后可以再次使用。
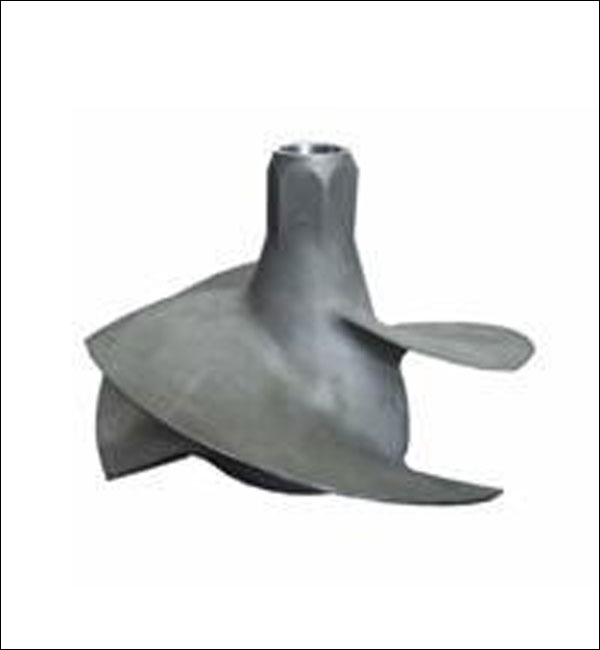
真空铸造的不同类型生产场景
明和始终坚持客户要求和公司服务标准。在模具设计、模具装配、模具调试、模具试产、铸造工艺等任何环节,都有专门的工程师与您保持电话联系;
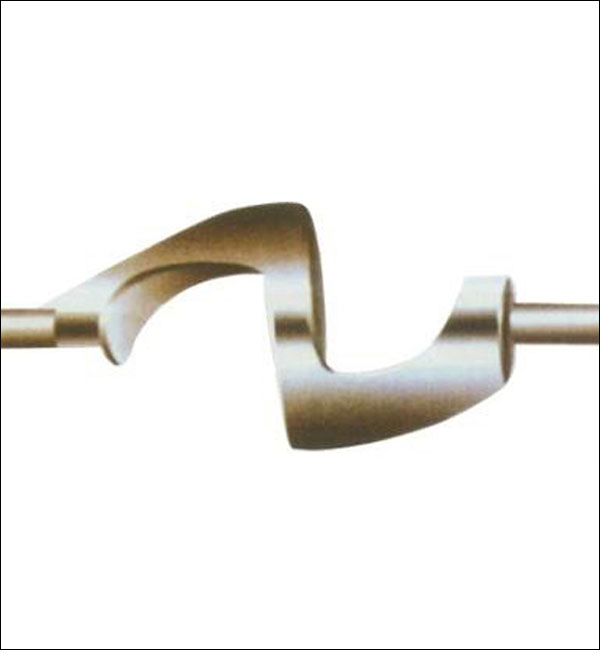
明和真空铸造案例研究
明和铸造制造服务可用于您的压铸件、砂型铸件、精密铸件、金属铸件、消失模铸件等从设计到实现以及从低到高批量生产。
查看更多铸件案例研究 >>>
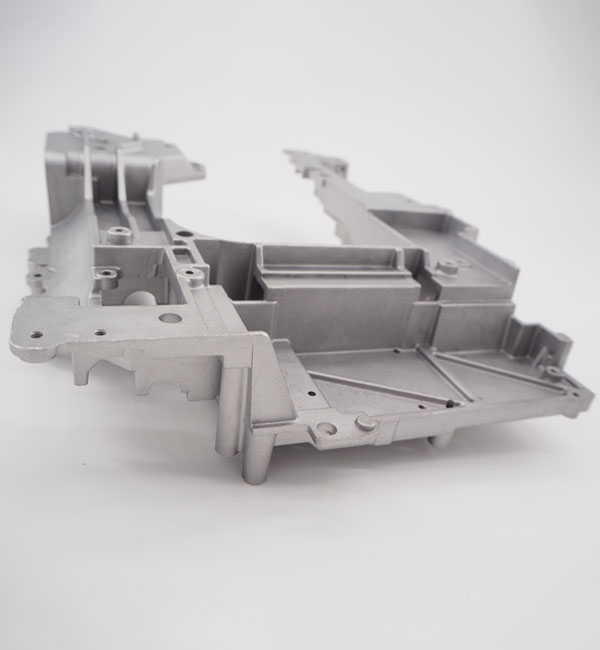
选择最好的真空铸造供应商
目前,我们的真空铸造件出口到美国、加拿大、澳大利亚、英国、德国、法国、南非等世界各地。我们通过ISO9001-2015注册,并获得SGS认证。
我们的定制真空铸造制造服务为汽车、医疗、航空航天、电子、食品、建筑、安全、海洋等行业提供符合您规格要求的耐用且价格合理的铸件。快速发送您的询价或提交图纸,在最短的时间内获得免费报价。联系我们或发送电子邮件至sales@hmminghe.com,了解我们的人员、设备和工具如何为您的真空铸造项目带来最佳质量和最优惠的价格。
我们提供的铸造服务包括:
明和铸造服务包括砂型铸造、金属铸造、精密铸造、消失模铸造等。
砂型铸造
砂型铸造砂型铸造是一种传统的铸造工艺,以砂为主要造型材料制作模具。砂模一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。砂型铸造具有广泛的适应性,小件、大件、简单件、复杂件、单件、大批量均可使用。
永久铸模
永久铸模永模铸造寿命长、生产效率高,不仅尺寸精度好、表面光滑,而且强度比砂型铸件高,浇注同一种熔融金属时不易损坏。因此,在大批量生产中小型有色金属铸件时,只要铸件材料的熔点不太高,一般首选金属铸件。
熔模铸造
熔模铸造熔模铸造的最大优点是,由于熔模铸造的尺寸精度和表面光洁度高,可以减少机加工工作量,但对要求较高的零件留有少量加工余量。可见,采用熔模铸造法可以节省大量的机床设备和加工工时,并大大节省金属原材料。
消失模铸造
消失模铸造消失模铸造是将与铸件尺寸和形状相似的石蜡或泡沫模型组合成模型簇。刷涂耐火涂料并烘干后,埋入干燥的石英砂中进行振动造型,在负压下浇注使模型气化。液态金属占据模型的位置,凝固冷却后形成新的铸造方法。
压铸
压铸压铸是一种金属铸造工艺,其特点是利用模具型腔对熔融金属施加高压。模具通常由强度较高的合金制成,这种工艺与注塑成型有些类似。大多数压铸件不含铁,如锌、铜、铝、镁、铅、锡、铅锡合金及其合金。自
1995 年以来,明禾一直是中国压铸服务的佼佼者。
离心铸造
离心铸造离心铸造是一种将金属液注入高速旋转的模具中,使金属液在离心运动中充满模具并形成铸件的技术和方法。由于离心运动,金属液能在径向很好地填充模具,形成铸件的自由表面;影响金属的结晶过程,从而改善铸件的机械和物理性能。
低压铸造
低压铸造低压铸造是指一般将铸型置于密封的坩埚上方,向坩埚内通入压缩空气,使熔融金属表面产生低压(0.06~0.15MPa),使熔融金属从冒口管上升,充满铸型并控制凝固的铸造方法。这种铸造方法具有进给性好,结构致密,易于铸造大型薄壁复杂铸件,无冒口,金属回收率达
95%。无污染,易于实现自动化。
真空铸造
真空铸造真空铸造是一种在真空室中熔炼、浇注和结晶金属的铸造工艺。真空浇铸可以最大限度地减少金属中的气体含量,防止金属氧化。这种方法可以生产要求极高的特种合金钢铸件和极易氧化的钛合金铸件。明禾铸造拥有真空铸造分厂,足以解决与真空铸造有关的所有问题。