Low Pressure Casting
What is Low Pressure Casting
Low pressure casting means that the mold is generally
placed above a sealed crucible, and compressed air is
introduced into the crucible to cause a low pressure
(0.06~0.15MPa) on the surface of the molten metal, so
that the molten metal rises from the riser pipe to fill
the mold and control Solidified casting method. This
casting method has good feeding and compact structure.
It is easy to cast large and thin-walled complex
castings without risers, and the metal recovery rate can
reach 95%. No pollution, easy to realize automation.
However, the equipment cost is high and the production
efficiency is low. Generally used for casting
non-ferrous alloys.
Low-pressure casting is a casting method in which
liquid alloy is pressed into the mold cavity from bottom
to top under pressure, and solidified under pressure to
obtain castings. The sealed crucible is filled with dry
compressed air or inert gas. With the help of the
pressure acting on the molten metal surface, the molten
metal fills the mold smoothly along the riser pipe from
bottom to top through the runner. The filling pressure
is generally 20~60kPa. When the casting is completely
solidified, the gas pressure on the liquid surface is
released, so that the non-solidified molten metal in the
riser pipe and the runner flows into the crucible by its
own weight, then the mold is opened and the casting is
taken out.
The production process of low pressure casting includes
the following four basic procedures:
-
- Metal smelting and preparation of molds or casting
molds.
-
- Preparations before pouring: including crucible
sealing (fitting sealing cover), slag removal in riser
pipe, measuring liquid level, sealing test, mold
matching, tightening mold or mold, etc.
-
- Pouring: including liquid lifting, filling,
pressurization, solidification, pressure relief and
cooling, etc.
-
- Demoulding: including loose moulding and casting
out.
The Application Of Low Pressure Casting
Low-pressure casting is the earliest anti-gravity
casting technology, and it has been used in industrial
production since the 1940s. Low pressure casting is
ordinary die casting, and non-stressed parts can use
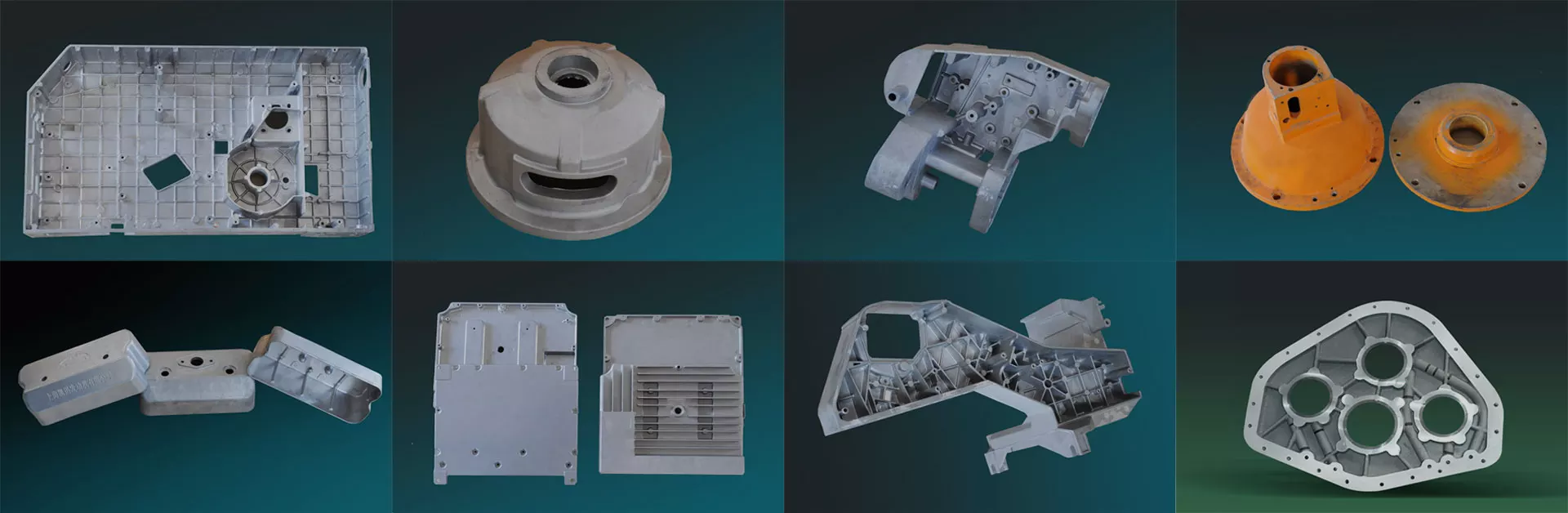
this process. Nowadays, low-pressure casting is mainly
used to produce aluminum alloy and magnesium alloy
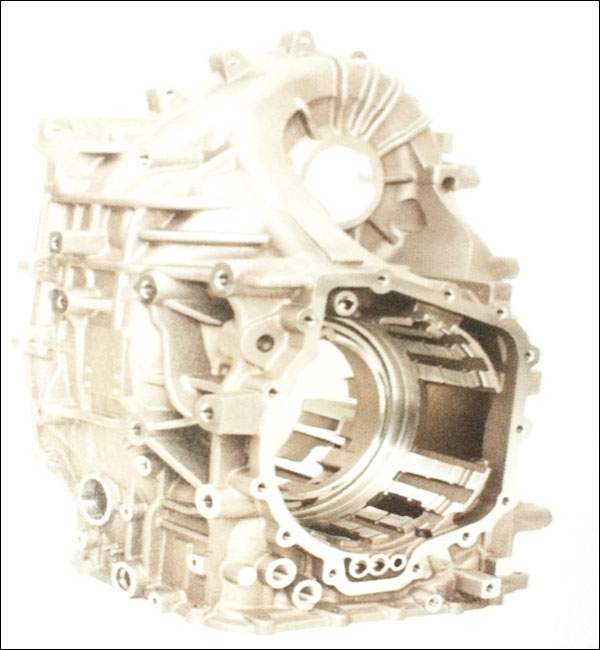
parts, such as automobile wheels in the automobile
industry, cylinder blocks, cylinder heads, pistons,
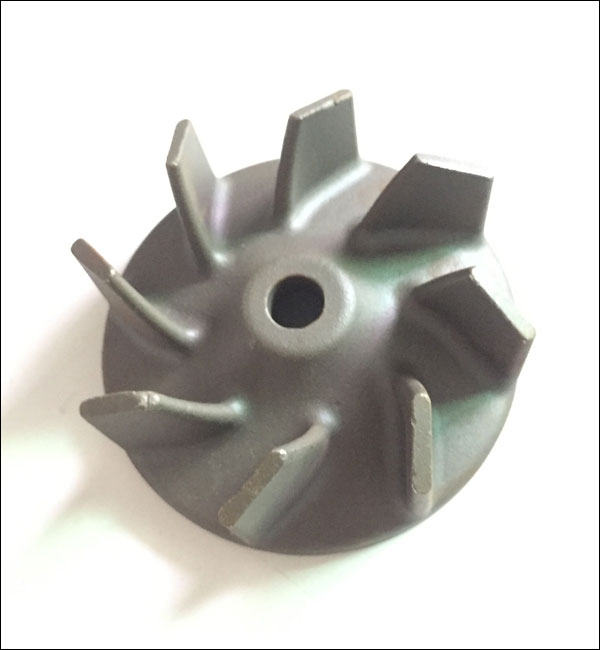
missile shells, impellers, wind guide wheels and other
castings with complex shapes and high quality
requirements in the automobile industry.When
low-pressure casting is used to produce cast steel, such
as cast steel wheels, the riser pipe needs to be made of
special refractory materials. Low pressure casting can
also be applied to small copper alloy castings, such as
pipe fittings, cock taps in bathrooms, etc. The
technology has been industrialized abroad.
The Features Of Low Pressure Casting
Low pressure casting can use sand, metal, graphite, etc.
The filling process is different from gravity casting
such as metal casting and sand casting, and it is also
different from pressure casting with high pressure and
high speed filling. It has the following advantages:
-
- Metal smelting and preparation of molds or casting
molds.
-
- Preparations before pouring: including crucible
sealing (fitting sealing cover), slag removal in riser
pipe, measuring liquid level, sealing test, mold
matching, tightening mold or mold, etc.
-
- Pouring: including liquid lifting, filling,
pressurization, solidification, pressure relief and
cooling, etc.
-
- Demoulding: including loose moulding and casting
out.
-
- Filling with pure molten metal improves the purity
of castings. Since the molten slag generally floats on
the surface of the molten metal, the low-pressure
casting is filled with the molten metal in the lower
part of the crucible through the riser pipe, which
completely avoids the possibility of the molten slag
entering the mold cavity.
-
- The liquid metal filling is stable, reducing or
avoiding the tumbling, impact and splashing of the
liquid metal during filling, thereby reducing the
formation of oxidized slag.
-
- The casting has good formability. The molten metal
is filled under pressure, which can improve the
fluidity of the molten metal, which is conducive to
the formation of castings with clear contours and
smooth surfaces, and is more beneficial for the
formation of large thin-walled castings.
-
- The casting crystallizes and solidifies under
pressure, which can be fully fed and the casting
structure is dense.
-
- Improve the yield of molten metal. Under normal
circumstances, there is no need for a riser, and the
uncondensed metal in the riser pipe can be refluxed to
the crucible for repeated use, which greatly improves
the yield of molten metal. Generally up to 90%.
-
- Convenient production and operation, good working
conditions, high production efficiency, easy to
realize mechanization and automation.
-
- Low pressure casting also has some shortcomings,
equipment and mold investment is relatively large; in
the production of aluminum alloy castings, the
crucible and riser pipe are in contact with the molten
metal for a long time, which is susceptible to
corrosion and scrap, which will also cause the molten
metal to increase iron and deteriorate the
performance.
Different Types Production Scenario Of Low Pressure Casting
Minghe always adheres to the customer's requirements and the
company's service standards. In any link of mold design, mold
assembly, mold debugging, mold trial production, casting
process, etc., there are dedicated engineers to keep you on
the phone;

|
Low Pressure Castings Shop 1
▶
|

|
Low Pressure Castings Shop 2
▶
|

|
Low Pressure Castings Shop 3
▶
|

|
Low Pressure Castings Shop 4
▶
|

|
Low Pressure Castings Shop 5
▶
|

|
Multifunctional drilling and tapping machine
▶
|

|
Aluminum alloy products quenching-tempering
equipment
▶
|

|
De-gate hydraulic press
▶
|

|
Low pressure pouring equipment-core shell
machine
▶
|

|
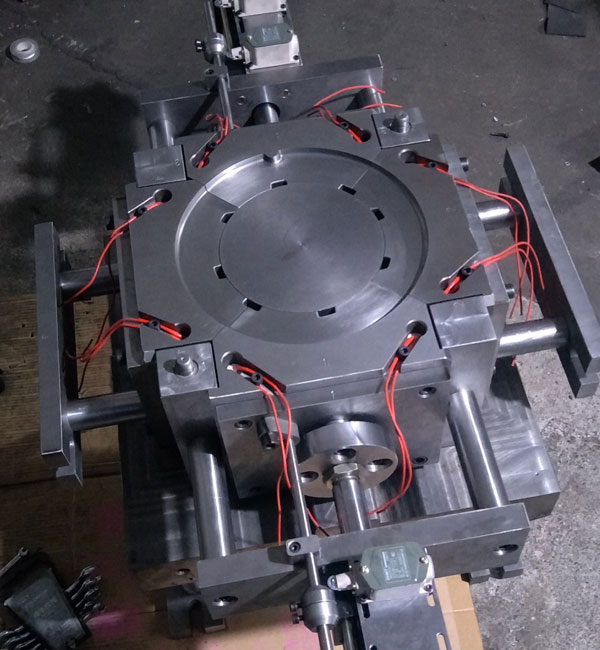
Low pressure pouring machine
▶
|

|
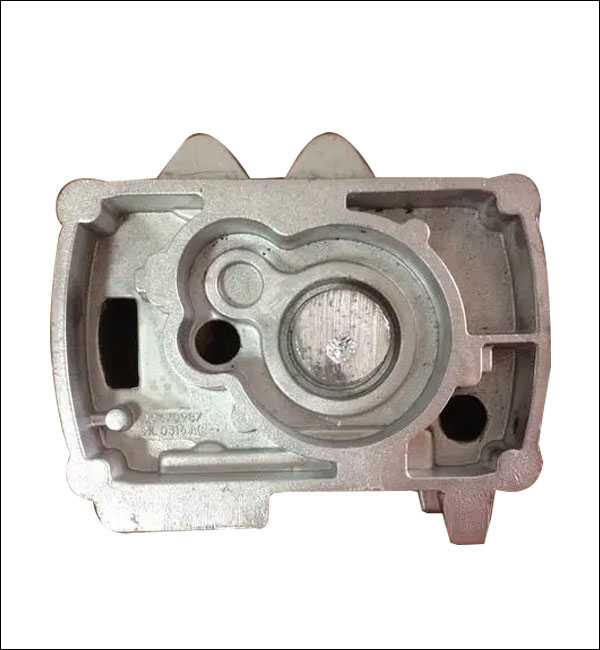
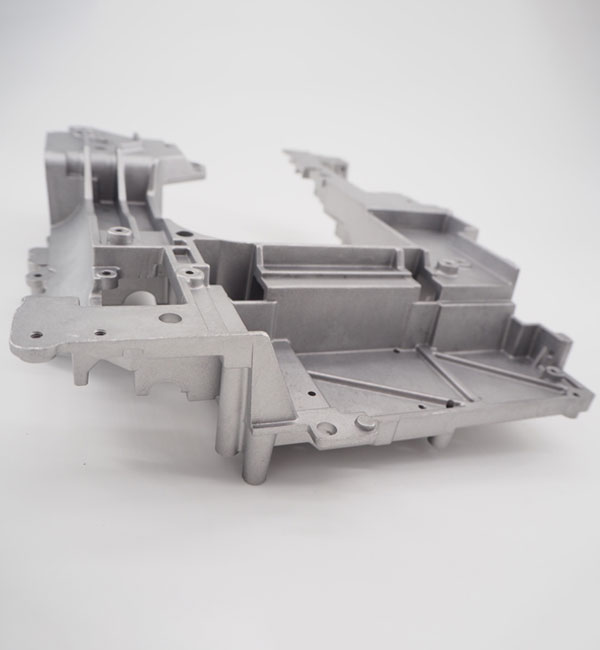
Low-pressure casting product-gearbox body
▶
|
The Minghe Case Studies Of Low Pressure Casting
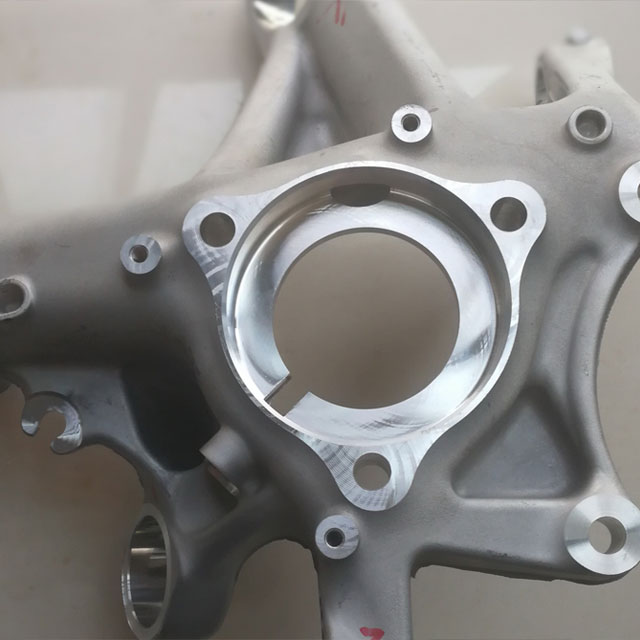
Minghe Casting fabrication services are available for both
design to reality and low to high volume production runs of
your die casting parts,sand casting parts,investment casting
parts,metal casting parts, lost foam casting parts and more.
Go To View More Casting Parts Cases Studies
>>>
Choose the Best Low Pressure Casting Supplier
Currently, our low pressure casting parts are exported to
America, Canada, Australia, United Kingdom, Germany, France,
Sout Africa, and many other countries all over the world. We
are ISO9001-2015 registered and also certified by SGS.
Our custom low pressure casting fabrication service provides
durable and affordable castings that meet your
specifications for automotive, medical, aerospace,
electronics, food, construction, security, marine, and more
industries. Fast to send your inquiry or submit your
drawings to get a free quote in the shortest time.Contact us
or Email sales@hmminghe.com to see how our people, equipment
and tooling can bring the best quality for the best price
for your low pressure casting project.
We Provide Casting Services Include:
Minghe Casting services working with sand casting、metal
casting 、investment casting lost foam casting, and more.
Sand Casting
Sand CastingSand Casting is a traditional casting process that
uses sand as the main modeling material to make molds.
Gravity casting is generally used for sand molds, and
low-pressure casting, centrifugal casting and other
processes can also be used when there are special
requirements. Sand casting has a wide range of
adaptability, small pieces, large pieces, simple
pieces, complex pieces, single pieces, and large
quantities can be used.
Permanent Mold Casting
Permanent Mold CastingPermanent Mold Casting have a long life and high
production efficiency, not only have good dimensional
accuracy and smooth surface, but also have higher
strength than sand castings and are less likely to be
damaged when the same molten metal is poured.
Therefore, in the mass production of medium and small
non-ferrous metal castings, as long as the melting
point of the casting material is not too high, metal
casting is generally preferred.
Investment Casting
Investment CastingThe biggest advantage of investment casting is that
because investment castings have high dimensional
accuracy and surface finish, they can reduce machining
work, but leave a little machining allowance on the
parts with higher requirements. It can be seen that
the use of investment casting method can save a lot of
machine tool equipment and processing man-hours, and
greatly save metal raw materials.
Lost Foam Casting
Lost Foam CastingLost foam casting is to combine paraffin wax or foam
models similar to the casting size and shape into
model clusters. After brushing and drying refractory
coatings, they are buried in dry quartz sand for
vibration modeling, and poured under negative pressure
to gasify the model. The liquid metal occupies the
position of the model and forms a new casting method
after solidification and cooling.
Die Casting
Die CastingDie casting is a metal casting process, which is
characterized by applying high pressure to the molten
metal using the cavity of the mold. Molds are usually
made of higher-strength alloys, and this process is
somewhat similar to injection molding. Most die
castings are iron-free, such as zinc, copper,
aluminum, magnesium, lead, tin, and lead-tin alloys
and their alloys. Minghe has been China's top die
casting service since 1995.
Centrifugal Casting
Centrifugal CastingCentrifugal Casting is a technique and method of
injecting liquid metal into a high-speed rotating
mold, so that the liquid metal is centrifugal motion
to fill the mold and form a casting. Due to the
centrifugal movement, the liquid metal can fill the
mold well in the radial direction and form the free
surface of the casting; it affects the crystallization
process of the metal, thereby improving the mechanical
and physical properties of the casting.
Low Pressure Casting
Low Pressure CastingLow Pressure Casting means that the mold is generally
placed above a sealed crucible, and compressed air is
introduced into the crucible to cause a low pressure
(0.06~0.15MPa) on the surface of the molten metal, so
that the molten metal rises from the riser pipe to
fill the mold and control solidified casting method.
This casting method has good feeding and dense
structure, easy to cast large thin-walled complex
castings, no risers, and a metal recovery rate of 95%.
No pollution, easy to realize automation.
Vacuum Casting
Vacuum CastingVacuum Casting is a casting process in which metal is
smelted, poured and crystallized in a vacuum chamber.
Vacuum casting can minimize the gas content in the
metal and prevent metal oxidation. This method can
produce very demanding special alloy steel castings
and extremely easily oxidized titanium alloy castings.
Minghe Casting has a vacuum casting sub-factory, which
is enough to solve all the problems related to vacuum
casting.