
永久模铸造
什么是永久模铸造
永久模铸造是一种使用可重复使用的模具(所谓的"永久模具",通常由金属制成)的金属铸造工艺。使用重力填充模具是最常见的方法,称为重力铸造,但也有使用气压或真空的工艺。重力铸造还有一种变体,称为沥青铸造法,用于生产空心铸件。常用的铸造金属包括铝、镁和铜合金。其他材料如锡、锌和铅合金,以及钢铁也将使用石墨模具进行铸造。
永久模铸造也称为金属型铸造。它是一种将液态金属倒入金属模具中获得铸件的铸造方法。模具由金属制成,可以重复使用(数百至数千次)。金属模铸造生产的铸件在重量和形状方面有一定的限制。例如,黑色金属只能是简单形状的铸件;铸件的重量不能太大;壁厚也有限制,较小铸件的壁厚无法铸造。
在需要大批量生产或复制项目的各种应用中,需要永久模铸造工艺。在这个过程中,模具被预热。这一步骤可以去除模具中可能存在的水分,并防止熔融金属冷却过快。永久模具的预热还可以防止当熔融金属引入模具时由于热膨胀而损坏模具。最常见的方法是使用重力将液态金属简单地倒入加热的模具中。这种方法是永久模铸造成本最低的方法,因为它需要的设备较少,但不适用于液态金属可能无法到达模具所有区域的情况。在必须用熔融金属填充细节的永久模具的情况下,可能需要真空或压力来辅助金属的引入。在压力辅助永久模具的情况下,使用低压力将熔融金属强制进入模具进行铸造。对于真空辅助永久模铸造,从模具中抽出空气形成低压真空,将金属吸入模具。在这两种情况下,加压都会使熔融金属填充小空间和小细节,否则可能会破坏铸件。金属模铸造工艺的另一个变化是泥浆铸造法。在这种方法中,将熔融金属倒入模具中,并在外壳的外边缘周围硬化。一旦铸造的金属开始硬化,中心的液态金属将被倒出,留下适合装饰和装饰产品的空心铸件。
明和是一家经验丰富的永久模铸造服务供应商、制造商和出口商,专门提供最好的OEM永久模铸造服务,通过运营一系列令人印象深刻的最先进铸造机器,为高质量低成本的金属零件或组件提供服务,如齿轮、花键、轮辋、变速箱、管件、燃油喷射系统外壳和车辆发动机活塞等。我们的先进铸造设备经常使用各种材料,从铜、黄铜、不锈钢、碳钢、铝到钛。我们始终可以选择合适的金属铸造工艺来满足您的要求。我们的定制永久模铸造服务确保我们的客户获得最高质量的铸件。快速发送您的询价或图纸,获取在线铸造报价。

永久模铸造的优缺点
永久模铸造与砂型铸造的比较:在技术和经济方面有许多优势。
- - 金属铸件的机械性能比砂型铸件高。对于相同的合金,其抗拉强度平均可提高约25%,屈服强度平均可提高约20%,耐腐蚀性和硬度也显著提高;
- - 铸件的精度和表面光洁度比砂型铸件高,质量和尺寸稳定;
- - 铸件的工艺产率高,液态金属的消耗减少,一般节省15-30%;
- - 不使用或少用砂子,一般可节省80-100%的造型材料;
此外,永久模铸造具有生产效率高;减少铸件缺陷的原因;工艺简单,易于实现机械化和自动化。虽然永久模铸造有许多优点,但也有缺点。比如:
- - 制造金属模具的成本高
- - 金属型不透气且无退让,容易造成铸铁浇注不足、开裂或白口等缺陷
- - 在永久模铸造中,模具的工作温度、合金的浇注温度和速度、铸件在模具中的停留时间以及使用的涂料对铸件质量非常敏感,需要严格控制
因此,在决定采用永久模铸造时,必须综合考虑以下因素:铸件的形状和重量必须适当;必须有足够的批量;完成生产任务的期限允许。
永久模铸造的成型特点
金属模具和砂型模具在性能上有显著差异。例如,砂型具有透气性,而金属型不具有;砂型导热性差,金属型导热性好,砂型有退让,但金属型没有。这些金属模具的特点决定了它在铸件成型过程中有自己的规律。
型腔中气体状态变化对铸件成型的影响:当金属填充时,型腔中的气体必须快速排出,但金属没有透气性。只要工艺疏忽,就会对铸件质量产生不利影响。
铸件凝固过程中的热交换特点:一旦熔融金属进入型腔,就会向金属壁传热。液态金属通过模壁散失热量,凝固收缩,而模壁得到热量,同时温度升高,膨胀。结果,在铸件和模壁之间形成了"间隙"。在"铸件-间隙-金属模具"系统达到相同温度之前,可以认为铸件在"间隙"中冷却,而金属模壁通过"间隙"加热。
金属模具阻碍收缩对铸件的影响:金属模具或金属芯在铸件凝固过程中没有退让,阻碍了铸件的收缩。这是它的另一个特点。
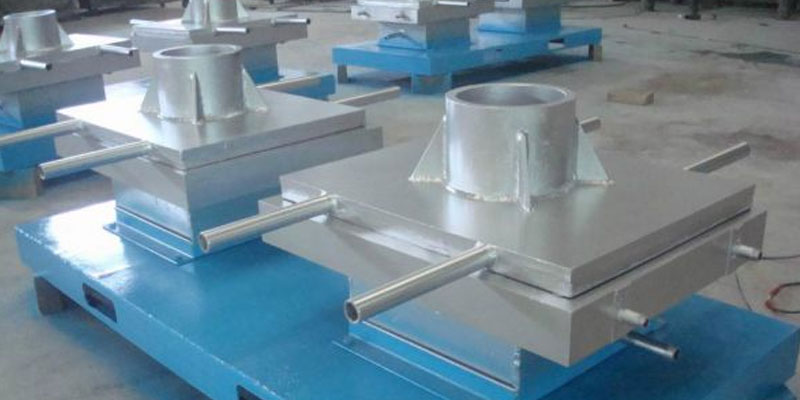
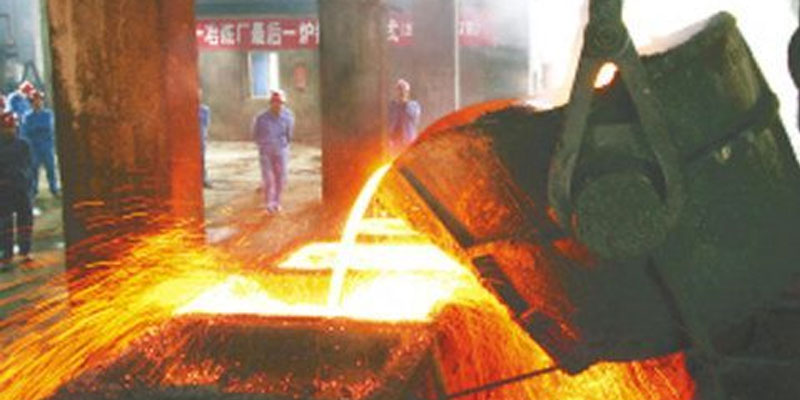
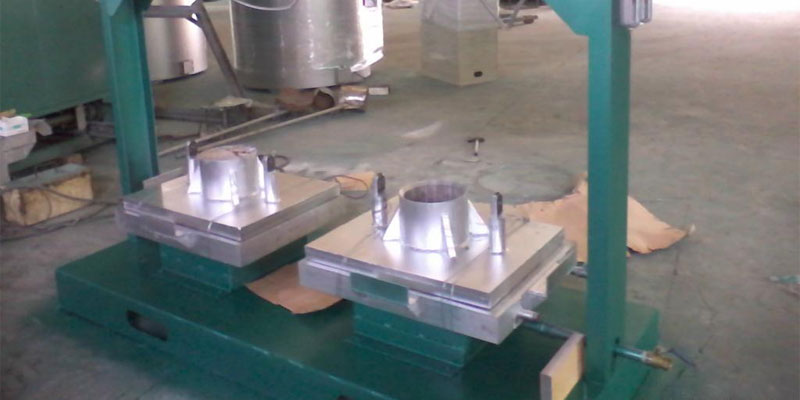
永久模铸造的不同类型生产场景
明和始终坚持客户要求和公司服务标准。在模具设计、模具装配、模具调试、模具试产、铸造工艺等任何环节,都有专门的工程师与您保持电话联系;

| 永久模铸造工艺 (1) ▶ |

| 永久模铸造工艺 (2) ▶ |

| 永久模铸造工艺 (3) ▶ |
| 永久模铸造工艺 (4) ▶ |
| 永久模铸造工艺 (5) ▶ |

| 永久模铸造工艺 (6) ▶ |

| 永久模铸造工艺 (7) ▶ |
| 永久模铸造工艺 (8) ▶ |
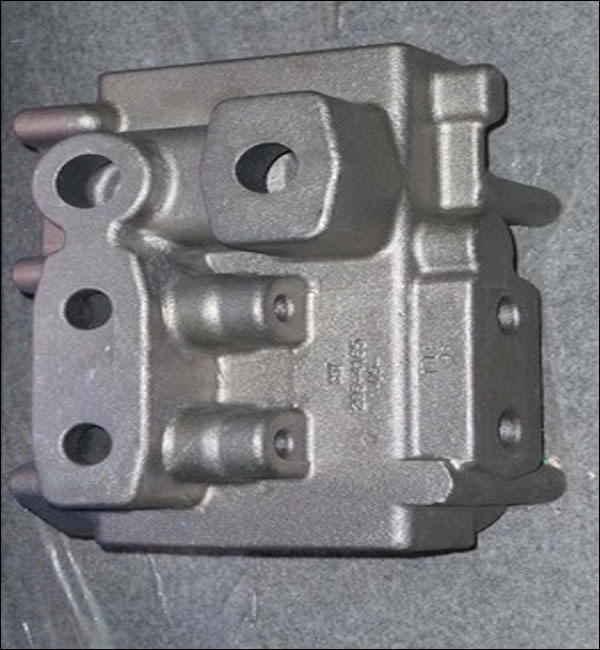
明和永久模铸造案例研究
明和铸造制造服务可用于您的压铸件、砂型铸件、精密铸件、金属铸件、消失模铸件等从设计到实现以及从低到高批量生产。







选择最好的永久模铸造供应商
目前,我们的永久模铸造件出口到美国、加拿大、澳大利亚、英国、德国、法国、南非等世界各地。我们通过ISO9001-2015注册,并获得SGS认证。
我们的定制永久模铸造制造服务为汽车、医疗、航空航天、电子、食品、建筑、安全、海洋等行业提供符合您规格要求的耐用且价格合理的铸件。快速发送您的询价或提交图纸,在最短的时间内获得免费报价。联系我们或发送电子邮件至sales@hmminghe.com,了解我们的人员、设备和工具如何为您的永久模铸造项目带来最佳质量和最优惠的价格。
我们提供的铸造服务包括:
明和铸造服务包括砂型铸造、金属铸造、精密铸造、消失模铸造等。
砂型铸造
砂型铸造砂型铸造是一种传统的铸造工艺,以砂为主要造型材料制作模具。砂模一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。砂型铸造具有广泛的适应性,小件、大件、简单件、复杂件、单件、大批量均可使用。
永久铸模
永久铸模永模铸造寿命长、生产效率高,不仅尺寸精度好、表面光滑,而且强度比砂型铸件高,浇注同一种熔融金属时不易损坏。因此,在大批量生产中小型有色金属铸件时,只要铸件材料的熔点不太高,一般首选金属铸件。
熔模铸造
熔模铸造熔模铸造的最大优点是,由于熔模铸造的尺寸精度和表面光洁度高,可以减少机加工工作量,但对要求较高的零件留有少量加工余量。可见,采用熔模铸造法可以节省大量的机床设备和加工工时,并大大节省金属原材料。
消失模铸造
消失模铸造消失模铸造是将与铸件尺寸和形状相似的石蜡或泡沫模型组合成模型簇。刷涂耐火涂料并烘干后,埋入干燥的石英砂中进行振动造型,在负压下浇注使模型气化。液态金属占据模型的位置,凝固冷却后形成新的铸造方法。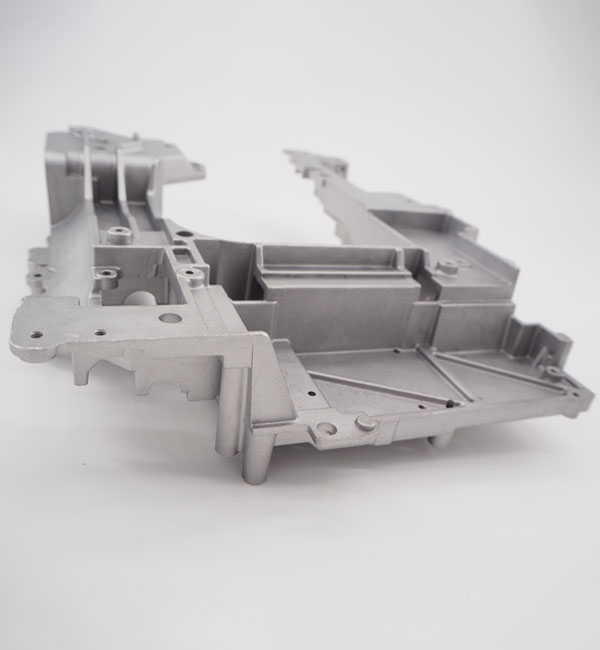
压铸
压铸压铸是一种金属铸造工艺,其特点是利用模具型腔对熔融金属施加高压。模具通常由强度较高的合金制成,这种工艺与注塑成型有些类似。大多数压铸件不含铁,如锌、铜、铝、镁、铅、锡、铅锡合金及其合金。自 1995 年以来,明禾一直是中国压铸服务的佼佼者。
离心铸造
离心铸造离心铸造是一种将金属液注入高速旋转的模具中,使金属液在离心运动中充满模具并形成铸件的技术和方法。由于离心运动,金属液能在径向很好地填充模具,形成铸件的自由表面;影响金属的结晶过程,从而改善铸件的机械和物理性能。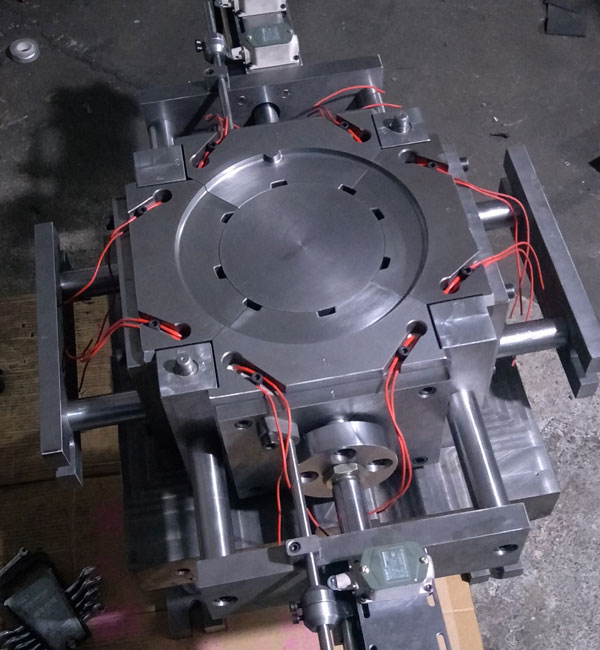
低压铸造
低压铸造低压铸造是指一般将铸型置于密封的坩埚上方,向坩埚内通入压缩空气,使熔融金属表面产生低压(0.06~0.15MPa),使熔融金属从冒口管上升,充满铸型并控制凝固的铸造方法。这种铸造方法具有进给性好,结构致密,易于铸造大型薄壁复杂铸件,无冒口,金属回收率达 95%。无污染,易于实现自动化。