低压铸造
什么是低压铸造
低压铸造是指将模具一般放置在密封的坩埚上方,向坩埚内通入压缩空气,使液态金属表面产生低压力(0.06~0.15MPa),使液态金属从升液管上升充填模具并控制凝固的铸造方法。这种铸造方法具有补缩性好、结构紧密的特点。易于铸造大型和薄壁复杂铸件,无需冒口,金属回收率可达95%。无污染,易于实现自动化。但设备成本高,生产效率低。一般用于铸造有色合金。
低压铸造是一种在压力作用下将液态合金从下向上压入型腔,并在压力下凝固获得铸件的铸造方法。密封的坩埚内充入干燥的压缩空气或惰性气体。在作用于金属液面的压力的帮助下,熔融金属通过浇道沿升液管从下向上平稳地充填模具。充填压力一般为20~60kPa。当铸件完全凝固后,释放液面上的气压,使升液管和浇道中未凝固的熔融金属靠自重流回坩埚,然后开模取出铸件。
低压铸造的生产工艺包括以下四个基本程序:
-
- 金属熔炼和模具或铸型的准备。
-
-
浇注前的准备工作:包括坩埚密封(装配密封盖)、升液管除渣、测量液位、密封试验、模具配合、紧固模具或铸型等。
-
-
浇注:包括液体提升、充填、加压、凝固、泄压和冷却等。
-
- 脱模:包括松模和取出铸件。
低压铸造的应用
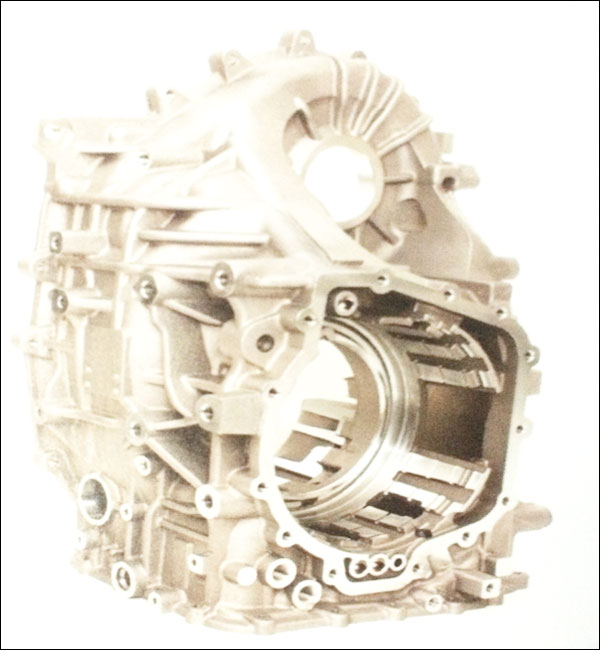
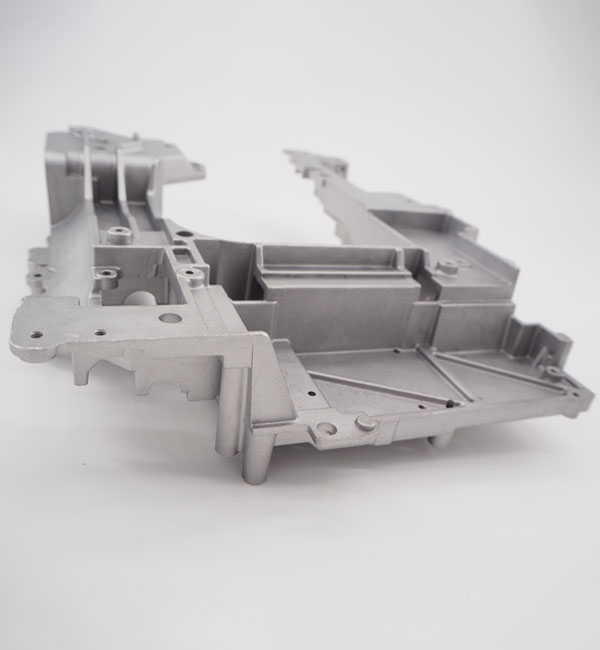
低压铸造是最早的反重力铸造技术,从20世纪40年代起就已用于工业生产。低压铸造属于普通压铸,非承力零件可以采用这种工艺。现在低压铸造主要用于生产铝合金和镁合金零件,如汽车工业中的汽车轮毂、缸体、缸盖、活塞、导弹壳体、叶轮、导风轮等形状复杂、质量要求高的铸件。低压铸造用于生产铸钢件时,如铸钢轮,升液管需用特殊的耐火材料制成。低压铸造还可以应用于小型铜合金铸件,如管件、浴室用龙头等。该技术在国外已实现工业化。
低压铸造的特点
低压铸造可以使用砂型、金属型、石墨型等。充型过程不同于金属型铸造、砂型铸造等重力铸造,也不同于高压高速充型的压力铸造。具有以下优点:
- - 金属熔炼和模具或铸型的准备。
-
-
浇注前的准备工作:包括坩埚密封(装配密封盖)、升液管除渣、测量液位、密封试验、模具配合、紧固模具或铸型等。
-
- 浇注:包括液体提升、充填、加压、凝固、泄压和冷却等。
- - 脱模:包括松模和取出铸件。
-
-
用纯净的熔融金属充型提高铸件的纯净度。由于熔渣一般漂浮在熔融金属表面,低压铸造通过升液管充填坩埚下部的熔融金属,完全避免了熔渣进入型腔的可能性。
-
-
液态金属充填稳定,减少或避免了充填过程中液态金属的翻腾、冲击和飞溅,从而减少氧化渣的形成。
-
-
铸件成形性好。熔融金属在压力下充填,可以提高熔融金属的流动性,有利于轮廓清晰、表面光滑的铸件的形成,对大型薄壁铸件的形成更为有利。
-
-
铸件在压力下结晶凝固,可以得到充分的补缩,铸件组织致密。
-
-
提高熔融金属的收得率。正常情况下无需冒口,升液管中未凝固的金属可以回流到坩埚重复使用,大大提高了熔融金属的收得率。一般可达90%。
-
-
生产操作方便,工作条件好,生产效率高,易于实现机械化和自动化。
-
-
低压铸造也存在一些缺点,设备和模具投资较大;在生产铝合金铸件时,坩埚和升液管长期与熔融金属接触,容易受到腐蚀报废,也会造成熔融金属增铁而使性能变坏。
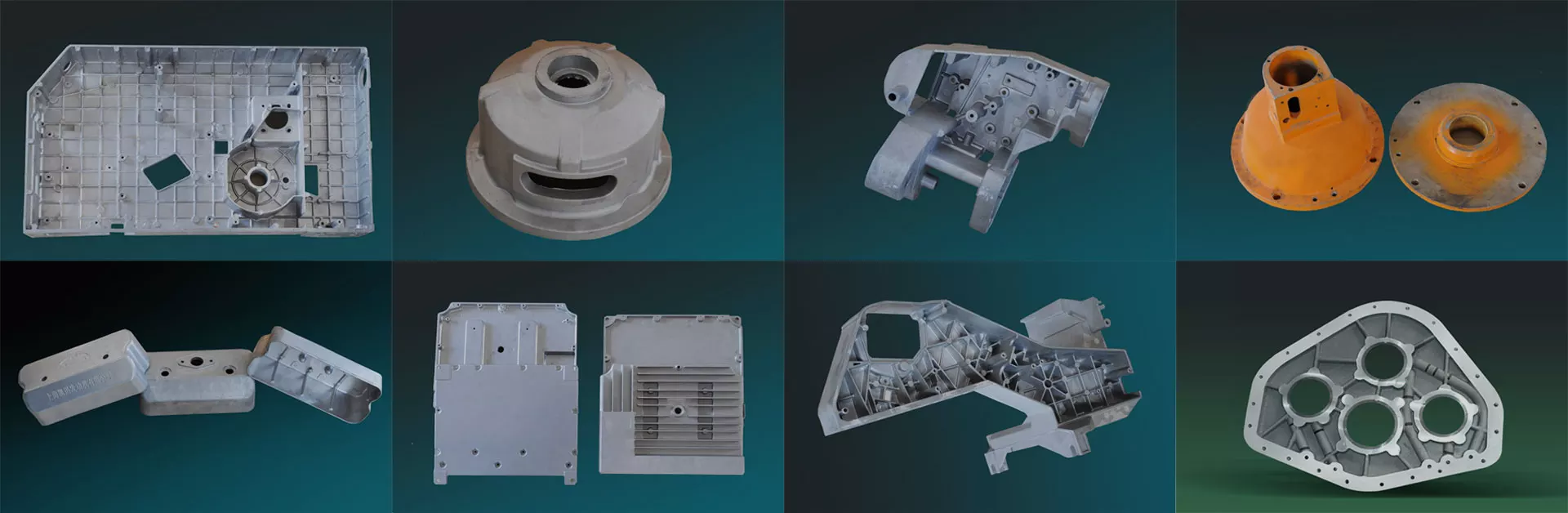
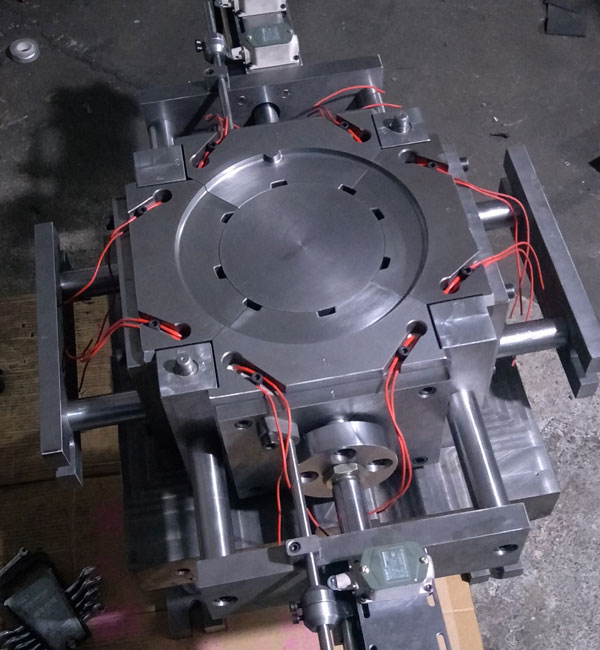
低压铸造的不同类型生产场景
明和始终坚持客户要求和公司服务标准。在模具设计、模具装配、模具调试、模具试产、铸造工艺等任何环节,都有专门的工程师与您保持电话联系;
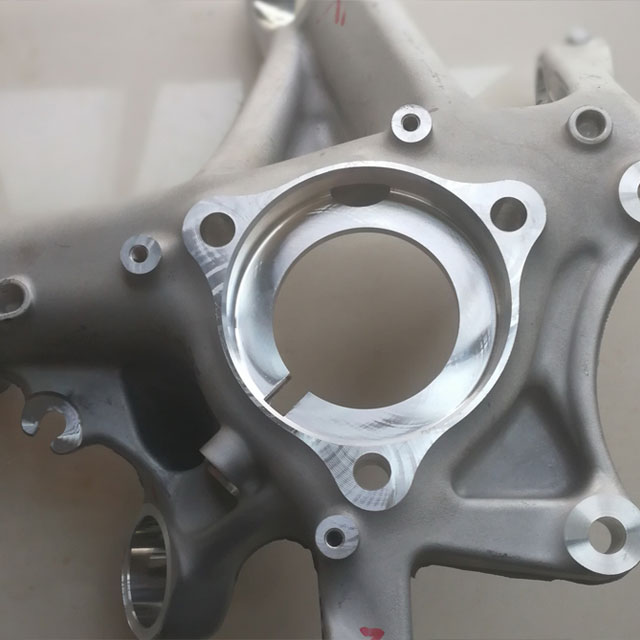
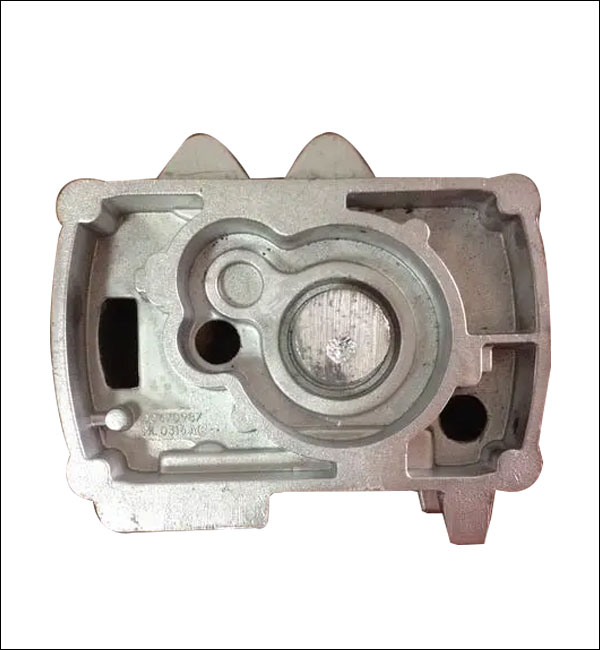
明和低压铸造案例研究
明和铸造制造服务可用于您的压铸件、砂型铸件、精密铸件、金属铸件、消失模铸件等从设计到实现以及从低到高批量生产。
查看更多铸件案例研究 >>>
选择最好的低压铸造供应商
目前,我们的低压铸造件出口到美国、加拿大、澳大利亚、英国、德国、法国、南非等世界各地。我们通过ISO9001-2015注册,并获得SGS认证。
我们的定制低压铸造制造服务为汽车、医疗、航空航天、电子、食品、建筑、安全、海洋等行业提供符合您规格要求的耐用且价格合理的铸件。快速发送您的询价或提交图纸,在最短的时间内获得免费报价。联系我们或发送电子邮件至sales@hmminghe.com,了解我们的人员、设备和工具如何为您的低压铸造项目带来最佳质量和最优惠的价格。
我们提供的铸造服务包括:
明和铸造服务包括砂型铸造、金属铸造、精密铸造、消失模铸造等。
砂型铸造
砂型铸造砂型铸造是一种传统的铸造工艺,以砂为主要造型材料制作模具。砂模一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。砂型铸造具有广泛的适应性,小件、大件、简单件、复杂件、单件、大批量均可使用。
永久铸模
永久铸模永模铸造寿命长、生产效率高,不仅尺寸精度好、表面光滑,而且强度比砂型铸件高,浇注同一种熔融金属时不易损坏。因此,在大批量生产中小型有色金属铸件时,只要铸件材料的熔点不太高,一般首选金属铸件。
熔模铸造
熔模铸造熔模铸造的最大优点是,由于熔模铸造的尺寸精度和表面光洁度高,可以减少机加工工作量,但对要求较高的零件留有少量加工余量。可见,采用熔模铸造法可以节省大量的机床设备和加工工时,并大大节省金属原材料。
消失模铸造
消失模铸造消失模铸造是将与铸件尺寸和形状相似的石蜡或泡沫模型组合成模型簇。刷涂耐火涂料并烘干后,埋入干燥的石英砂中进行振动造型,在负压下浇注使模型气化。液态金属占据模型的位置,凝固冷却后形成新的铸造方法。
压铸
压铸压铸是一种金属铸造工艺,其特点是利用模具型腔对熔融金属施加高压。模具通常由强度较高的合金制成,这种工艺与注塑成型有些类似。大多数压铸件不含铁,如锌、铜、铝、镁、铅、锡、铅锡合金及其合金。自
1995 年以来,明禾一直是中国压铸服务的佼佼者。
离心铸造
离心铸造离心铸造是一种将金属液注入高速旋转的模具中,使金属液在离心运动中充满模具并形成铸件的技术和方法。由于离心运动,金属液能在径向很好地填充模具,形成铸件的自由表面;影响金属的结晶过程,从而改善铸件的机械和物理性能。
低压铸造
低压铸造低压铸造是指一般将铸型置于密封的坩埚上方,向坩埚内通入压缩空气,使熔融金属表面产生低压(0.06~0.15MPa),使熔融金属从冒口管上升,充满铸型并控制凝固的铸造方法。这种铸造方法具有进给性好,结构致密,易于铸造大型薄壁复杂铸件,无冒口,金属回收率达
95%。无污染,易于实现自动化。
真空铸造
真空铸造真空铸造是一种在真空室中熔炼、浇注和结晶金属的铸造工艺。真空浇铸可以最大限度地减少金属中的气体含量,防止金属氧化。这种方法可以生产要求极高的特种合金钢铸件和极易氧化的钛合金铸件。明禾铸造拥有真空铸造分厂,足以解决与真空铸造有关的所有问题。