
精密铸造
什么是精密铸造
精密铸造,也称为"失蜡铸造",包括压蜡、修蜡、组树、浸料、熔蜡、浇注金属和后处理等工序。失蜡铸造是使用蜡制作待铸造零件的蜡模,然后用泥浆包裹蜡模,形成泥模。泥模干燥后,将其放入热水中熔化内部蜡模。从熔化的蜡模中取出泥模并烧制成陶模。一旦烘烤完成,通常在制作泥模时会留下一个浇口,然后从浇口处浇注熔融金属。冷却后,即可得到所需的零件。
当使用蜡作为模型时,精密铸造也被称为"失蜡铸造"。将材料制成模型,并在模型表面覆盖几层耐火材料以制成模壳,然后将模型熔化并从模壳中排出,以获得无分型面的模具。经过高温烘烤后,可以填砂浇注。由于模型广泛使用蜡质材料制作,精密铸造通常被称为"失蜡铸造"。
失蜡铸造使用的材料 – 精密铸造的类型
- 碳钢
- 合金钢
- 耐热合金
- 不锈钢
- 精密合金
- 永磁合金
- 轴承合金
- 铜合金
- 铝合金
- 钛合金
- 球墨铸铁
精密铸造的形状通常较为复杂。铸件上可铸造的孔的最小直径可达0.5mm,铸件的最小壁厚为0.3mm。在生产中,一些原本由多个零件组成的部件可以合并。通过改变零件的结构,可以将其设计为整体零件,直接通过精密铸造制造,从而节省加工工时和金属材料消耗,使零件结构更加合理。
精密铸造的重量大多从零到几十公斤(从几克到十公斤,一般不超过25公斤),用精密铸造生产太重的铸件会比较麻烦。
精密铸造工艺较为复杂,控制难度大,使用和消耗的材料成本较高。因此,它适用于生产形状复杂、精度要求高或其他加工难度大的小型零件,如涡轮发动机叶片。
明和铸造是ISO9001:2015认证的中国先进标准和复杂精密蜡模铸造原型制造商。蜡模和树脂模型或图案可以在几小时内从CAD或数学数据文件完成。金属铸造原型可以在短短2-4周内制作完成,完整的铸造和机加工零件可以在3-5周内开发完成。服务的行业包括航空航天、汽车、国防、海洋、医疗、核能、石油和天然气以及工具和模具。
精密铸造工艺的优势
精密铸造的功能可总结如下:
- – 可以生产大型零件
- – 可以形成复杂形状
- – 高强度零件
- – 高生产率
- – 精密铸造的尺寸精度相对较高,一般可达CT4-6(砂铸为CT10~13,压铸为CT5~7)
- – 水玻璃铸造,低温失蜡铸造工艺,可铸造产品范围从0.5kg到100kg。常用材料为碳钢、合金钢和不锈钢、耐磨材料等。
- – 精密铸造的表面光洁度高于一般铸件,一般可达Ra.1.6~3.2μm。
- – 使用精密铸造方法可以大大节省机床设备和加工工时,并大大节省金属原材料。
- – 精密铸造可以铸造各种合金的复杂铸件,特别是高温合金铸件。例如,喷气发动机的叶片,其流线型轮廓和冷却腔,几乎无法通过机械加工技术形成。
- – 采用精密铸造工艺生产不仅可以实现批量生产,保证铸件的一致性,而且可以避免机加工后残留刀痕的应力集中。

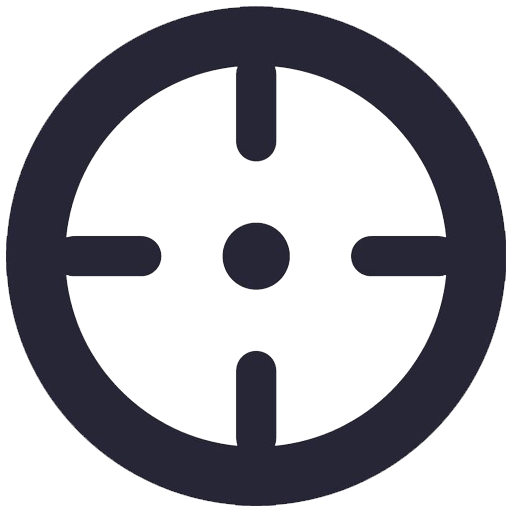
明和五金精密铸造生产工艺
精密铸造(失蜡铸造)是使用蜡制作待铸造零件模具的工艺,然后将蜡模涂上泥浆,称为泥模。泥模干燥后,加热熔化内部蜡模。熔化蜡模后取出泥模并烧制成陶瓷模。通常在制作泥模时会留下浇注系统,然后可以将熔融金属浇注到模具中。冷却直到零件凝固,即可制成所需零件。明和精密铸造工艺步骤:

| 模具开发与设计 ▶ |

| 失蜡车间 ▶ |

| 蜡模检验 ▶ |

| 蜡模组树 ▶ |

| 硅溶胶外壳 ▶ |
| 水玻璃加固 ▶ |

| 蒸汽脱蜡 ▶ |

| 烘烤浇注 ▶ |

| 去除浇口打磨 ▶ |
| 毛坯成型 ▶ |

| 完整精密铸件 ▶ |

| 包装发货 ▶ |
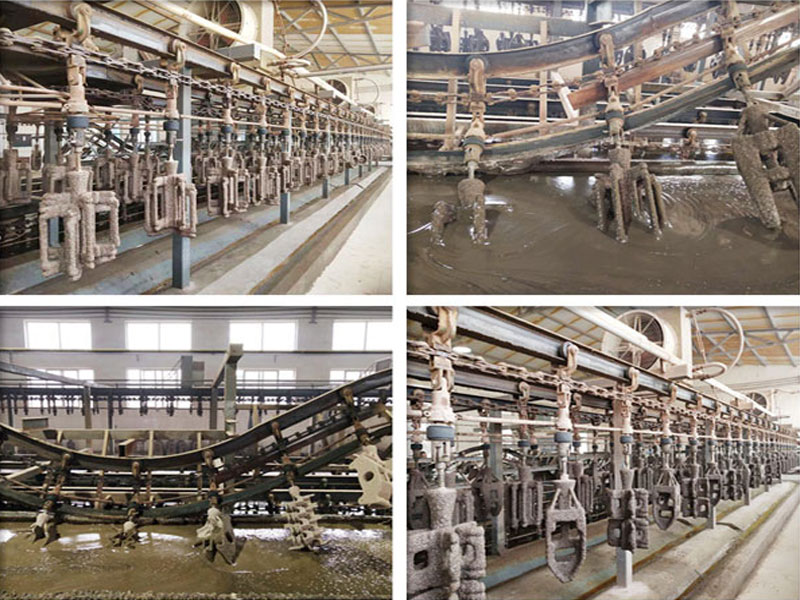
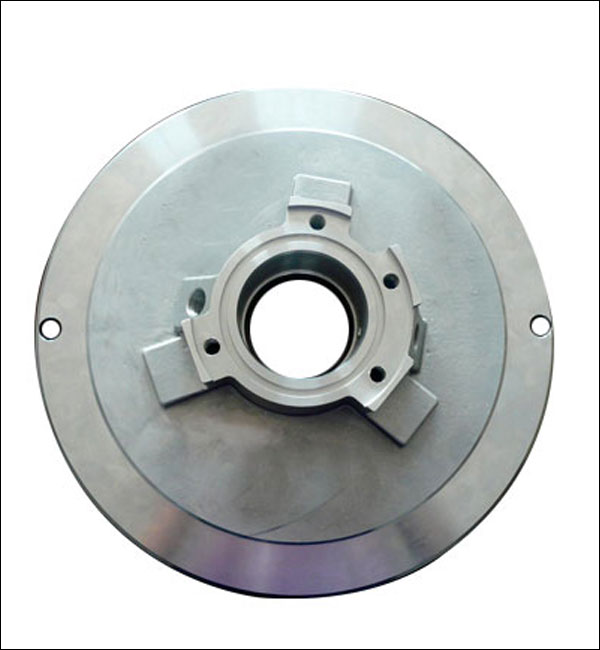
明和精密铸造案例研究
明和铸造制造服务可用于从设计到实现以及从低到高产量生产运行的压铸件、砂铸件、精密铸造件、金属铸造件、消失模铸造件等。











选择最佳精密铸造供应商
目前,我们的精密铸造零件出口到美国、加拿大、澳大利亚、英国、德国、法国、南非等世界各国。我们通过ISO9001-2015注册并获得SGS认证。
我们的定制精密铸造制造服务为汽车、医疗、航空航天、电子、食品、建筑、安防、海洋等多个行业提供耐用且价格合理的铸件,满足您的规格要求。快速发送您的询价或提交图纸,以最短的时间获得免费报价。联系我们或发送电子邮件至sales@hmminghe.com,了解我们的人员、设备和工具如何为您的精密铸造项目带来最佳质量和最优惠的价格。
我们提供的铸造服务包括:
明和铸造服务包括砂铸、金属铸造、精密铸造、消失模铸造等。
砂型铸造
砂型铸造砂型铸造是一种传统的铸造工艺,以砂为主要造型材料制作模具。砂模一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。砂型铸造具有广泛的适应性,小件、大件、简单件、复杂件、单件、大批量均可使用。
永久铸模
永久铸模永模铸造寿命长、生产效率高,不仅尺寸精度好、表面光滑,而且强度比砂型铸件高,浇注同一种熔融金属时不易损坏。因此,在大批量生产中小型有色金属铸件时,只要铸件材料的熔点不太高,一般首选金属铸件。
熔模铸造
熔模铸造熔模铸造的最大优点是,由于熔模铸造的尺寸精度和表面光洁度高,可以减少机加工工作量,但对要求较高的零件留有少量加工余量。可见,采用熔模铸造法可以节省大量的机床设备和加工工时,并大大节省金属原材料。
消失模铸造
消失模铸造消失模铸造是将与铸件尺寸和形状相似的石蜡或泡沫模型组合成模型簇。刷涂耐火涂料并烘干后,埋入干燥的石英砂中进行振动造型,在负压下浇注使模型气化。液态金属占据模型的位置,凝固冷却后形成新的铸造方法。
压铸
压铸压铸是一种金属铸造工艺,其特点是利用模具型腔对熔融金属施加高压。模具通常由强度较高的合金制成,这种工艺与注塑成型有些类似。大多数压铸件不含铁,如锌、铜、铝、镁、铅、锡、铅锡合金及其合金。自 1995 年以来,明禾一直是中国压铸服务的佼佼者。
离心铸造
离心铸造离心铸造是一种将金属液注入高速旋转的模具中,使金属液在离心运动中充满模具并形成铸件的技术和方法。由于离心运动,金属液能在径向很好地填充模具,形成铸件的自由表面;影响金属的结晶过程,从而改善铸件的机械和物理性能。
低压铸造
低压铸造低压铸造是指一般将铸型置于密封的坩埚上方,向坩埚内通入压缩空气,使熔融金属表面产生低压(0.06~0.15MPa),使熔融金属从冒口管上升,充满铸型并控制凝固的铸造方法。这种铸造方法具有进给性好,结构致密,易于铸造大型薄壁复杂铸件,无冒口,金属回收率达 95%。无污染,易于实现自动化。