
铝砂铸造

铝砂铸造 – 定制砂铸铝制造
铝是一种可延展的银白色金属,柔软且轻质,适合砂铸。但对于铝砂铸造来说,它有其独特的挑战。
砂铸是一种用砂模代替蜡模的铸造方法。通常,模具由两半组成,当它们结合在一起时,会反映出要铸造形状的精确负像。制作模具时,制造商首先将模具放置在称为型箱的模具框架之间(上部称为上箱,下部称为下箱)。就位后,他们撒上粉末,然后将其埋在粘土和细筛粘土的混合物下。这种混合物有助于保持零件的光滑尺寸精度。之后,制造商将上箱和下箱浸入剩余的砂粘土混合物中。接着,他们紧密压实砂子,除了上箱中至少一个由管道支撑的开口。准备就绪后,制造商通过移除上箱和模具的其余部分来接触模具。有了模具后,他们继续进行铸造过程的其余部分。
明和铸造是一家来自中国的精密砂铸件制造商,我们的砂铸设备、数控车床、铣床、加工设备和钻床与我们的铸造、焊接、成型、修整、钻孔、去毛刺、攻丝、螺纹加工、喷砂、抛光、振动精加工、压力测试、清洗和装配设施集成在一起,为您的定制铝砂铸件提供高效和完整的制造。我们可以通过铝砂铸造和其他铸造方法生产具有复杂几何形状和深孔的复杂零件。
铝砂铸造的应用
砂铸是最广泛使用的铸造工艺,利用一次性砂模来形成可以由几乎任何合金制成的复杂金属零件。由于必须破坏砂模才能取出零件(称为铸件),砂铸通常具有较低的生产率。砂铸过程涉及使用熔炉、金属、模具和砂模。金属在熔炉中熔化,然后用勺子舀起并倒入由模具形成的砂模腔中。砂模沿分型线分离,凝固的铸件可以取出。
砂铸用于生产各种具有复杂几何形状的金属组件。这些零件的尺寸和重量可以有很大的差异,从几盎司到几吨不等。一些较小的砂铸件包括齿轮、滑轮、曲轴、连杆和螺旋桨等组件。较大的应用包括大型设备外壳和重型机器底座。砂铸在生产汽车零件方面也很常见,如发动机缸体、发动机歧管、气缸盖和变速器壳体。
我们的定制铝砂铸造服务流程:
- 铸铝铸造厂
- 上模和下模
- 砂模--取出模具
- 用熔融铝填充模腔
- 打开砂模并获得铝铸件
- 完成砂铸铝件
- 完整流程
我们的铝砂铸造服务产品说明
ADC 12、ADC 10、铝Y102、铝Y112、铝Y113、AC3AM、ZLD101、铝A356。
黑色、自然色、蓝色、绿色和根据您要求的不同颜色。
喷砂、抛丸、抛光、阳极氧化、氧化、电泳、铬酸盐、粉末涂装和喷漆。
铝CNC铣削、铝CNC车削、铝CNC钻孔。
铝铸件可应用于汽车、电子、军事、医疗、航空、发电、航空航天和工业工程。

明和铝砂铸造服务优势
- 经验丰富,精度高,设备先进
- 铝合金铸造稳定性好
- 设计和生产复杂的定制铝件
- 生产效率高,成本节约
- 可同时实现多品种、大批量生产
- 在可比时间内为客户提供高质量零件
- 及时发货,一站式即时服务
明和铝砂铸造案例
如果您有复杂的零件设计,明和铸造公司可以帮助您将其变为现实。凭借合适的设备、强大的技术知识和对质量的关注,从工具设计到精加工再到发货,明和铸造确保每个项目都达到高标准,您的订单始终准时交付。












选择最好的铝砂铸造服务
目前,我们的铝砂铸件出口到美国、加拿大、澳大利亚、英国、德国、法国、南非等世界各地的许多国家。我们通过了ISO9001-2015认证,并获得了SGS认证。
定制中国铸造服务为汽车、医疗、航空航天、电子、食品、建筑、安防、船舶等行业提供耐用且价格合理的铸件,满足您的规格要求。快速发送您的询价或提交图纸,在最短时间内获得免费报价。联系我们或发送邮件至,了解我们的人员、设备和工装如何为您的铝砂铸造项目带来最佳质量和最优价格。
我们提供的铸造服务包括:
明和铸造服务包括砂型铸造、金属铸造、精密铸造、消失模铸造等。
砂型铸造
砂型铸造砂型铸造是一种传统的铸造工艺,以砂为主要造型材料制作模具。砂模一般采用重力铸造,有特殊要求时也可采用低压铸造、离心铸造等工艺。砂型铸造具有广泛的适应性,小件、大件、简单件、复杂件、单件、大批量均可使用。
永久铸模
永久铸模永模铸造寿命长、生产效率高,不仅尺寸精度好、表面光滑,而且强度比砂型铸件高,浇注同一种熔融金属时不易损坏。因此,在大批量生产中小型有色金属铸件时,只要铸件材料的熔点不太高,一般首选金属铸件。
熔模铸造
熔模铸造熔模铸造的最大优点是,由于熔模铸造的尺寸精度和表面光洁度高,可以减少机加工工作量,但对要求较高的零件留有少量加工余量。可见,采用熔模铸造法可以节省大量的机床设备和加工工时,并大大节省金属原材料。
消失模铸造
消失模铸造消失模铸造是将与铸件尺寸和形状相似的石蜡或泡沫模型组合成模型簇。刷涂耐火涂料并烘干后,埋入干燥的石英砂中进行振动造型,在负压下浇注使模型气化。液态金属占据模型的位置,凝固冷却后形成新的铸造方法。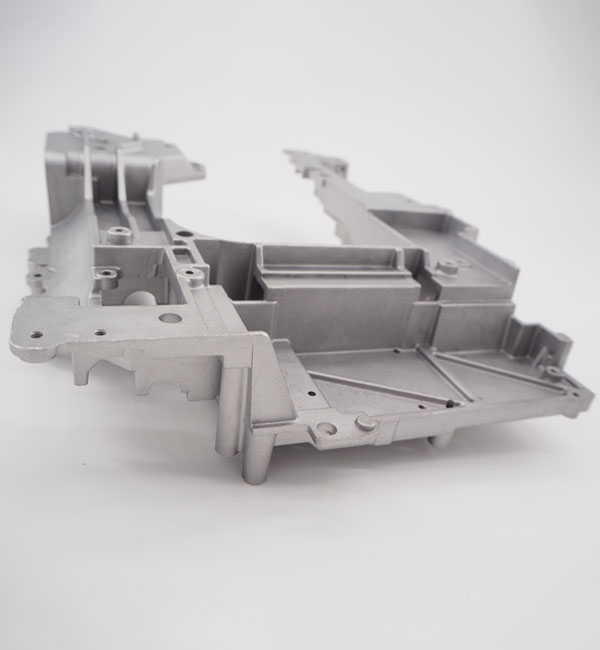
压铸
压铸压铸是一种金属铸造工艺,其特点是利用模具型腔对熔融金属施加高压。模具通常由强度较高的合金制成,这种工艺与注塑成型有些类似。大多数压铸件不含铁,如锌、铜、铝、镁、铅、锡、铅锡合金及其合金。自 1995 年以来,明禾一直是中国压铸服务的佼佼者。
离心铸造
离心铸造离心铸造是一种将金属液注入高速旋转的模具中,使金属液在离心运动中充满模具并形成铸件的技术和方法。由于离心运动,金属液能在径向很好地填充模具,形成铸件的自由表面;影响金属的结晶过程,从而改善铸件的机械和物理性能。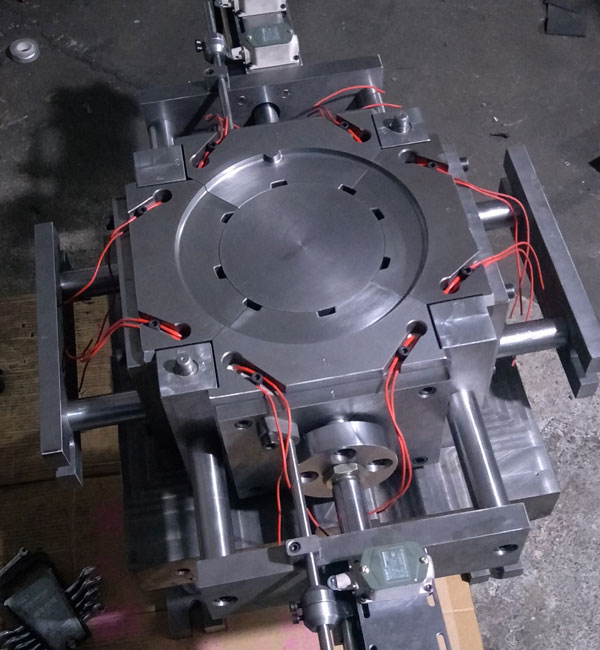
低压铸造
低压铸造低压铸造是指一般将铸型置于密封的坩埚上方,向坩埚内通入压缩空气,使熔融金属表面产生低压(0.06~0.15MPa),使熔融金属从冒口管上升,充满铸型并控制凝固的铸造方法。这种铸造方法具有进给性好,结构致密,易于铸造大型薄壁复杂铸件,无冒口,金属回收率达 95%。无污染,易于实现自动化。