
永久鋳型鋳造
永久鋳造とは
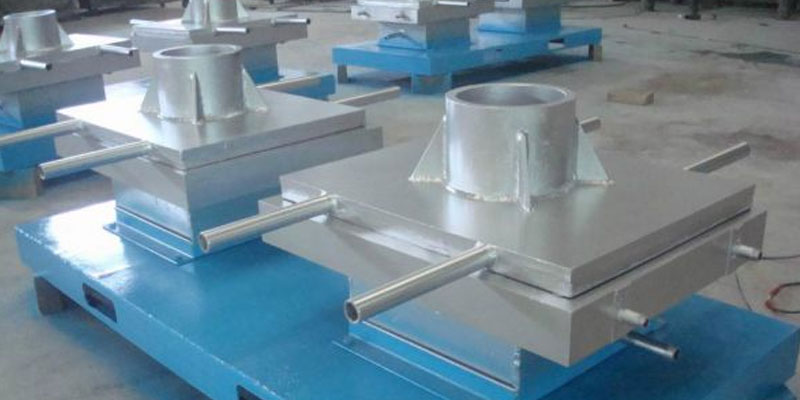
永久鋳型鋳造は、再利用可能な鋳型(いわゆる「永久鋳型」、一般に金属製)を使用する金属鋳造プロセスでします。鋳型への充填に重力を利用する方法が最も一般的で、重力鋳造と呼ばれるが、空気圧や真空を利用するプロセスもある。また、重力鋳造のバリエーションとして、中空鋳物を製造するために使用されるビチューメン鋳造法と呼ばれるものもある。一般的に使用される鋳造金属は、アルミニウム、マグネシウム、銅合金などでします。錫、亜鉛、鉛合金、鋼鉄、鉄などの他の材料も、黒鉛鋳型を使って鋳造されます。
金型鋳造は金属型鋳造とも呼ばれる。金型に液状の金属を流し込んで鋳物を得る鋳造法でします。鋳型は金属製で、繰り返し(数百回から数千回)使用できます。金型鋳造でできる鋳物は、重量や形状に一定の制約がある。例えば、鉄系金属は単純な形状の鋳物しかできない。鋳物の重量はあまり大きくできない。肉厚にも制限があり、小さい鋳物の肉厚は鋳造できない。
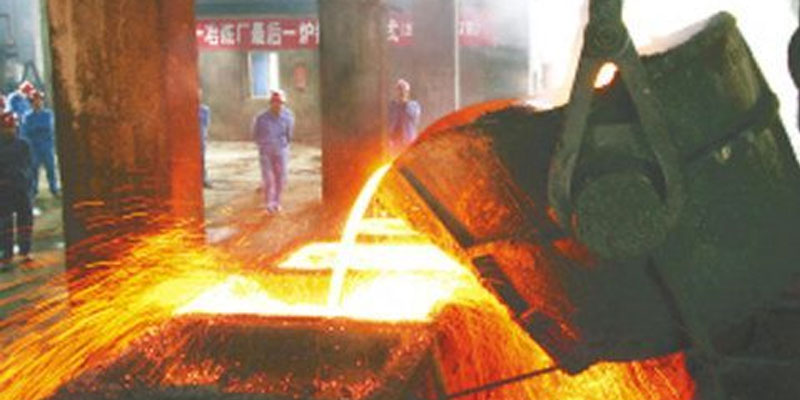
大量生産や複製を必要とする様々な用途では、永久鋳型鋳造工程が必要とされる。この工程では、金型を予熱します。このステップでは、鋳型内に存在する可能性のある水分を除去し、溶融金属が急速に冷却されるのを防ぎます。永久鋳型の予熱は、溶融金属が鋳型に導入される際の熱膨張による鋳型の損傷も防ぐことができます。最も一般的な方法は、重力を利用して液体金属を加熱した鋳型に流し込むだけでします。この方法は設備が少なくて済むため、永久鋳型鋳造の中で最も低コストな方法ですが、液体金属が鋳型のすべての領域に到達しない可能性がある状況には適していません。細部に溶融金属を充填しなければならない永久鋳型の場合、金属の導入を補助するために真空または圧力が必要になることがある。圧力アシスト永久鋳型の場合、鋳造のために溶融金属を鋳型に押し込むために低圧が使用される。真空アシスト永久鋳型の場合は、鋳型から空気を吸引して低圧の真空を形成し、金属を鋳型に引き込みます。どちらの場合も、加圧することで溶融金属を小さな隙間や細かな部分に充満させることができ、そうでなければ鋳物を台無しにしてしまう可能性がある。金型鋳造法のもうひとつの変化は、泥鋳造法でします。この方法では、溶けた金属を鋳型に流し込み、シェルの外周で固める。鋳造された金属が固まり始めると、中央の液体金属が注ぎ出され、装飾や装飾製品に適した中空の鋳物が残る。
我々は、技術的なものであるChina 常設金型鋳造サービスメーカー、工場、サプライヤー、輸出国。当社の高度な鋳造装置は、銅、真鍮、ステンレス鋼、炭素鋼、アルミニウム、チタンに至るまで、多種多様な材料を日常的に加工しています。私達はあなたの条件に達するために適した金属の鋳造プロセスを常に選ぶことができます。私達の注文の永久的な型の鋳造サービスは私達の顧客が良質の鋳造の部品を受け取ることを保障します。オンライン鋳造の引用を得るためにあなたの照会かデッサンを速く送って下さい。

永久鋳造の利点と欠点
金型鋳造と砂型鋳造の比較:技術的にも経済的にも多くの利点がある。
- - 金属鋳物は砂型鋳物よりも機械的性質が高い。同じ合金の場合、引張強さは平均で約25%向上し、降伏強さは平均で約20%向上し、耐食性と硬度も大幅に向上しています;
- - 鋳物の精度と表面仕上げは砂型鋳物より高く、品質とサイズは安定している;
- - 鋳造品の歩留まりは高く、液体金属の消費は削減され、一般的に15~30%の節約になる;
- - 砂を使用しないか、使用する砂の量を減らすことで、一般的に80~100%の造形材料を節約することができる;
さらに、永久鋳型鋳造は生産効率が高く、鋳造欠陥の原因を減らすことができ、工程が簡単で、機械化や自動化を実現しやすい。永久鋳型鋳造は多くの長所がありますが、短所もあります。例えば
- - 金型の製造コストが高い
- - メタルタイプは通気性がなく、後退がないため、注湯不足、割れ、鋳鉄の白口などの欠陥が発生しやすい。
- - 永久鋳型鋳造では、鋳型の作業温度、合金の注湯温度と速度、鋳物が鋳型に滞留する時間、および使用されるコーティングは、鋳物の品質に非常に敏感であり、厳密に制御する必要があります。
したがって、金型鋳造の採用を決定する際には、鋳物の形状や重量が適切であること、十分なバッチ数があること、生産タスクの完了期限が許容されること、などの要素を総合的に考慮する必要がある。
永久鋳造の鋳型特性
金型と砂型は性能に大きな違いがある。例えば、砂型には通気性があるが、金型にはない。砂型は熱伝導率が悪いが、金型は熱伝導率が良い。砂型には後退があるが、金型にはない。砂型は熱伝導率が悪く、金型は熱伝導率が良い。
キャビティ内のガス状態の変化が鋳物の造型に与える影響:金属が充填される際、キャビティ内のガスは速やかに排出されなければならないが、金属にはガス透過性がない。この工程を怠る限り、鋳物の品質に悪影響を及ぼします。
鋳物の凝固中の熱交換の特徴:溶融金属がキャビティに入ると、金属壁に熱を伝えます。液体金属は金型壁を通して熱を失い、凝固して収縮し、金型壁は熱を得て温度が上昇し、同時に膨張する。その結果、鋳物と鋳型壁の間に「隙間」が形成される。鋳物-隙間-金型」システムが同じ温度に達する前に、鋳物は「隙間」で冷却され、金型壁は「隙間」を通じて加熱されると見なすことができます。
金属鋳型は鋳物への収縮の影響を妨げる:金属鋳型または金属中子は鋳物の凝固過程で後退することがなく、鋳物の収縮を妨げる。これがもう一つの特徴でします。
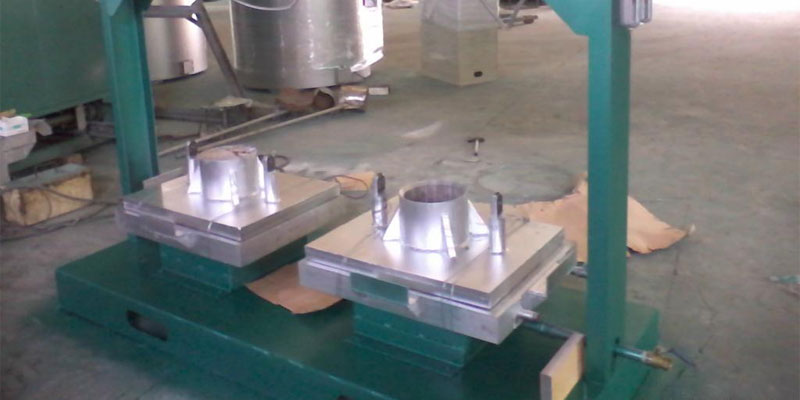
永久鋳型の異なるタイプの生産シナリオ
明和は常に顧客の要求と会社のサービス標準を堅持する。金型設計、金型組立、金型デバッグ、金型試作、鋳造工程などのどのリンクにおいても、専属のエンジニアがおり、お客様と電話で連絡を取り合います;

| 永久鋳造法 (1) ▶ |

| 永久鋳造法 (2) ▶ |

| 永久鋳造法 (3) ▶ |
| 永久鋳型鋳造法 (4) ▶ |
| 永久鋳型鋳造法 (5) ▶ |

| 永久鋳型鋳造法 (6) ▶ |

| 永久鋳型鋳造プロセス (7) ▶ |
| 永久鋳型鋳造プロセス (8) ▶ |
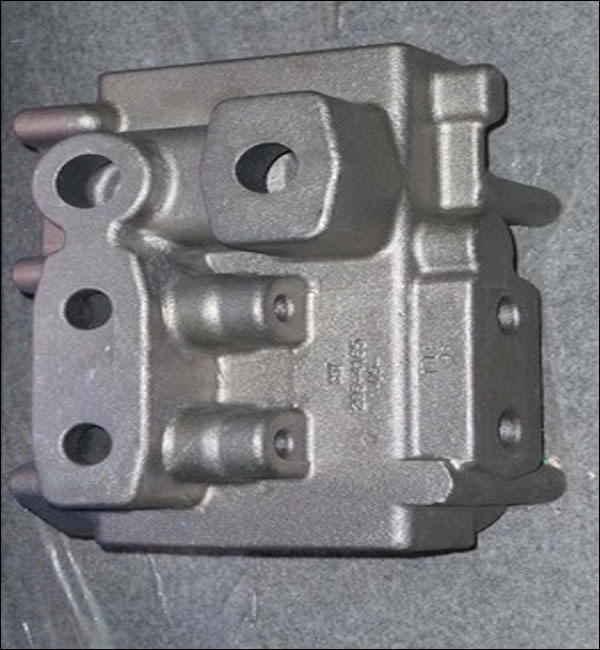
永久鋳型鋳造の明和のケーススタディ
Minghe の鋳造の製作サービスはあなたのダイ カストの部品、砂型鋳造の部品、投資の鋳造の部品、金属の鋳造の部品、無くなった泡の鋳造の部品および多くの設計から現実および少量の大量生産の操業の両方に利用できます。







Go To View More Casting Parts Cases Studies >>>
最適な永久鋳造金型サプライヤーを選択する
現在、私たちの真空鋳造部品は、アメリカ、カナダ、オーストラリア、イギリス、ドイツ、フランス、南アフリカ、および世界中の他の多くの国にエクスポートされます。私達は ISO9001-2015 によって登録され、また SGS によって証明されます。
私達の注文の真空の鋳造の製作サービスは自動車、医学、宇宙航空、電子工学、食糧、構造、保証、海洋および多くの企業のためのあなたの指定に合う耐久および現実的な鋳造物を提供します。私達の人々、装置および工具細工がいかにあなたの真空の鋳造のプロジェクトのための最もよい価格のための最もよい質をもたらすことができるか見るためにあなたの照会に送るか、またはあなたのデッサンを最も短い time.Contact の自由な引用語句を得るために私達にまたは電子メール sales@hmminghe.com 送りなさい絶食させなさい。
我々は、キャスティングサービスを提供しています:
明和鋳造は、砂型鋳造、金属鋳造、投資鋳造、ロストフォーム鋳造などのサービスを提供しています。
砂型鋳造
砂型鋳造砂型鋳造は、砂を主な造形材料として鋳型を作る伝統的な鋳造法である。砂型には一般的に重力鋳造が用いられ、特別な要求がある場合には低圧鋳造、遠心鋳造などのプロセスも用いることができる。砂型鋳造は適応範囲が広く、小片、大片、単純片、複雑片、単一片、大量片が使用できる。
永久鋳型鋳造
永久鋳型鋳造永久鋳型は寿命が長く、生産効率が高く、寸法精度がよく、表面が滑らかであるだけでなく、砂型鋳物よりも強度が高く、同じ溶湯を注湯しても破損しにくい。したがって、中・小型の非鉄金属鋳物の大量生産では、鋳造材料の融点が高すぎない限り、一般に金属鋳造が好まれる。
インベストメント鋳造
インベストメント鋳造インベストメント鋳造の最大の利点は、インベストメント鋳造品は寸法精度と表面仕上げが高いため、機械加工を減らすことができるが、要求の高い部品には少し加工代を残すことができることである。インベストメント鋳造法を使用することで、工作機械の設備や加工工数を大幅に削減でき、金属原材料を大幅に節約できることがわかります。
ロスト・フォーム・キャスティング
ロスト・フォーム・キャスティングロストフォーム鋳造とは、パラフィンワックスや発泡スチロールの模型を、鋳物の大きさや形に近づけて模型の塊にすること。耐火被覆を刷毛で塗り乾燥させた後、振動造形用の乾燥した石英砂に埋め、負圧下で注湯して模型をガス化させる。液体金属が模型の位置を占め、凝固冷却後に新たな鋳造法を形成する。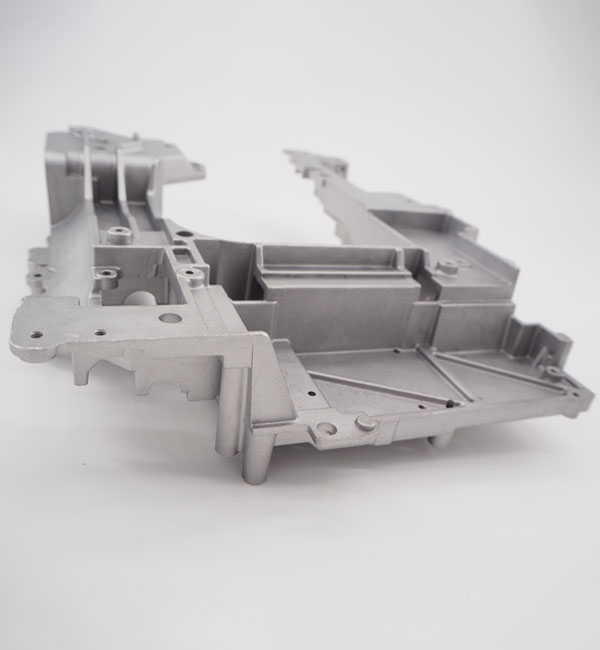
ダイカスト
ダイカストダイカストは金属鋳造の一種で、金型のキャビティを使って溶融金属に高圧をかけるのが特徴である。金型は通常、強度の高い合金で作られており、このプロセスは射出成形にやや似ている。ほとんどのダイカストは、亜鉛、銅、アルミニウム、マグネシウム、鉛、錫、鉛錫合金およびそれらの合金など、鉄を含まないものである。Mingheは1995年以来、中国トップのダイカスト鋳造サービスを提供しています。
遠心鋳造
遠心鋳造遠心鋳造は、高速回転する鋳型に液体金属を注入する技術と方法で、液体金属が遠心運動によって鋳型を満たし、鋳物を形成します。遠心運動により、液体金属は半径方向に鋳型を十分に満たし、鋳物の自由表面を形成することができます。それは金属の結晶化プロセスに影響を与え、それによって鋳物の機械的および物理的特性を向上させます。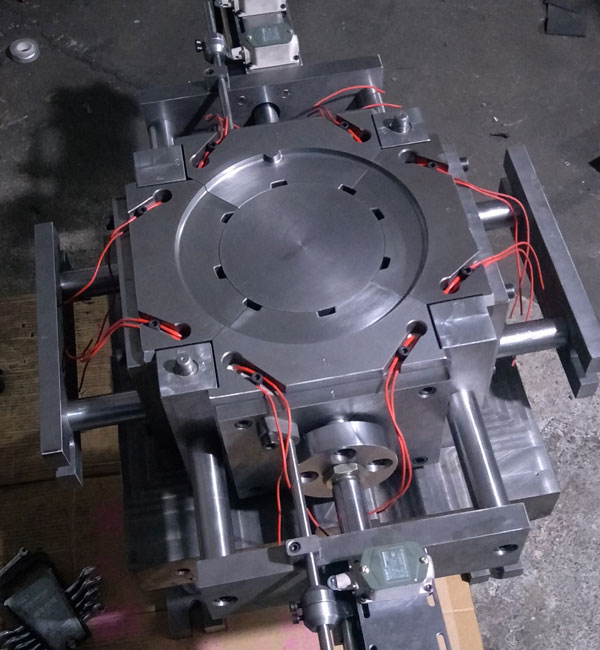
低圧鋳造
低圧鋳造低圧鋳造とは、一般に鋳型を密閉された坩堝の上に置き、坩堝内に圧縮空気を導入して溶湯の表面に低圧(0.06~0.15MPa)を発生させ、溶湯が押湯管から上昇して鋳型を満たし、凝固鋳造法を制御する。この鋳造方法は、送湯性がよく、緻密な構造で、薄肉の大型複雑鋳造品の鋳造が容易で、押湯がなく、金属回収率が95%である。公害がなく、自動化が実現しやすい。