低圧鋳造
低圧鋳造とは
低圧鋳造とは、一般に金型を密閉された坩堝の上に置き、坩堝内に圧縮空気を導入して溶湯の表面に低圧(0.06~0.15MPa)を発生させ、溶湯が押し湯管から上昇して金型に充満し、凝固を制御する鋳造法をいう。この鋳造法は、送湯性が良く、コンパクトな構造でします。ライザーなしで大型、薄肉の複雑な鋳物の鋳造が容易で、金属回収率は95%に達する。無公害で、自動化が実現しやすい。しかし、設備コストが高く、生産効率が低い。一般的に非鉄合金の鋳造に使用される。
低圧鋳造は、液体合金を加圧下で鋳型のキャビティに下から上へ押し込み、加圧下で凝固させて鋳物を得る鋳造法でします。密閉されたルツボの中には、乾燥した圧縮空気または不活性ガスが充填されています。溶湯表面に作用する圧力の助けを借りて、溶湯は湯道管に沿って下から上へスムーズに鋳型に充填される。充填圧力は一般に20~60kPaでします。鋳物が完全に凝固すると、液面に作用していたガス圧が開放され、押湯管や湯道内の凝固していない溶湯が自重で坩堝内に流れ込み、鋳型が開いて鋳物が取り出される。
低圧鋳造の製造工程には、次の4つの基本的な手順がある:
-
- 金属製錬、鋳型または鋳造型の準備。
-
-
注湯前の準備:るつぼシール(シールカバーの取り付け)、ライザーパイプ内のスラグ除去、液面測定、シールテスト、鋳型合わせ、鋳型または鋳型の締め付けなど。
-
-
注湯:液体の吊り上げ、充填、加圧、固化、圧力開放、冷却などを含む。
-
-
脱型:ルースモールドやキャスティングアウトを含む。
低圧鋳造の応用
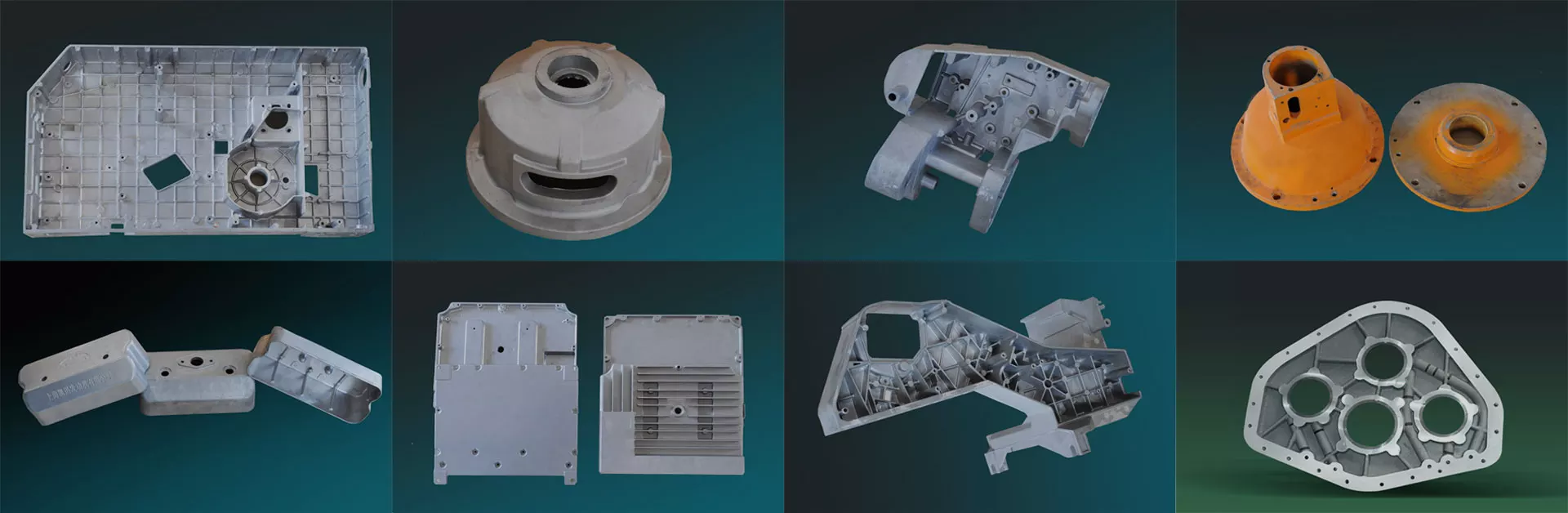
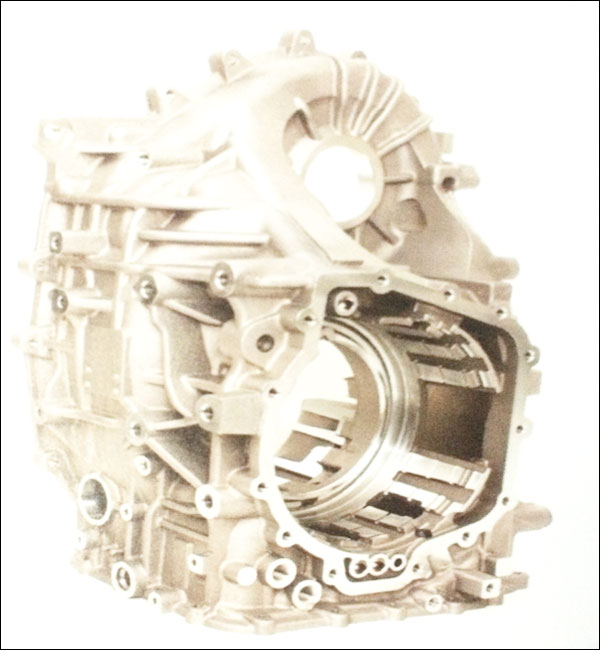
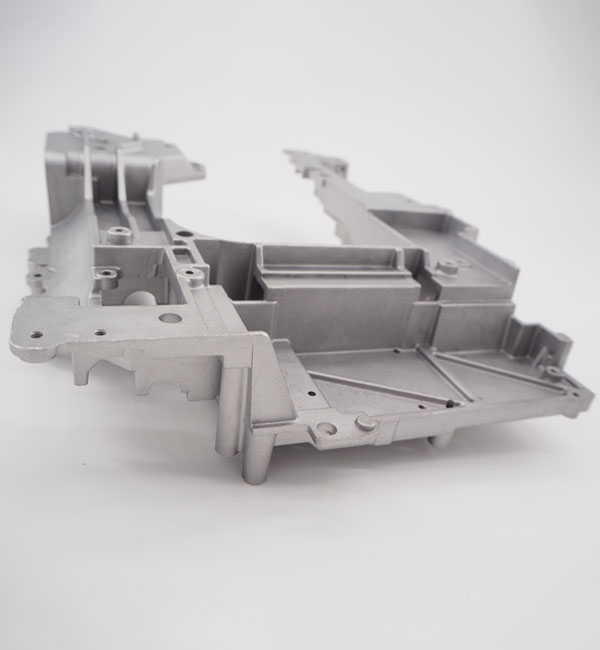
低圧鋳造は最も初期の反重力鋳造技術であり、1940年代から工業生産に使用されています。低圧鋳造は通常のダイカストであり、非ストレス部品はこのプロセスを使用することができます。現在、低圧鋳造は主にアルミニウム合金とマグネシウム合金の部品を生産するために使用され、自動車産業では自動車ホイール、シリンダーブロック、シリンダーヘッド、ピストン、ミサイルシェル、インペラー、風ガイドホイールなど、複雑な形状と高い品質が要求される鋳物を生産しています。低圧鋳造は、パイプ継手や浴室のコック栓など、小さな銅合金鋳物にも応用できます。この技術は海外で工業化されています。
低圧鋳造の特徴
低圧鋳造では、砂、金属、グラファイトなどを使用することができます。充填工程は金属鋳造や砂型鋳造などの重力鋳造とは異なり、高圧・高速充填の圧力鋳造とも異なる。次のような利点がある:
-
- 金属製錬、鋳型または鋳造型の準備。
-
-
注湯前の準備:るつぼシール(シールカバーの取り付け)、ライザーパイプ内のスラグ除去、液面測定、シールテスト、鋳型合わせ、鋳型または鋳型の締め付けなど。
-
-
注湯:液体の吊り上げ、充填、加圧、固化、圧力開放、冷却などを含む。
-
- 脱型:ルースモールドやキャスティングアウトを含む。
-
-
純度の高い溶湯で充填することで、鋳物の純度が向上します。一般に溶融スラグは溶湯の表面に浮遊するため、低圧鋳造ではルツボの下部にある溶湯をライザーパイプを通して充填することで、溶融スラグが鋳型キャビティに侵入する可能性を完全に回避しています。
-
-
液体金属の充填が安定し、充填中の液体金属の転倒、衝撃、飛散が減少または回避され、それにより酸化スラグの形成が減少する。
-
-
鋳物は良好な成形性を有する。溶湯は加圧下で充填されるため、溶湯の流動性を向上させることができ、輪郭が明瞭で表面が滑らかな鋳物の形成を助長し、薄肉の大型鋳物の形成により有益でします。
-
-
鋳物は加圧下で晶出・凝固するため、十分な供給が可能で、鋳物組織は緻密でします。
-
-
溶湯歩留まりの向上通常の場合、押湯は不要であり、押湯管内の未凝固金属をるつぼに還流させて繰り返し使用できるため、溶湯の歩留まりが大幅に向上する。一般的に90%まで向上する。
-
-
便利な生産と操作、良好な労働条件、高い生産効率、機械化と自動化を実現するのは簡単でします。
-
-
低圧鋳造にもいくつかの欠点があり、設備と金型の投資額が比較的大きい。アルミニウム合金鋳物の製造では、るつぼと押湯管が溶湯と長時間接触するため、腐食やスクラップの影響を受けやすく、溶湯が鉄分を増やして性能を劣化させる原因にもなる。
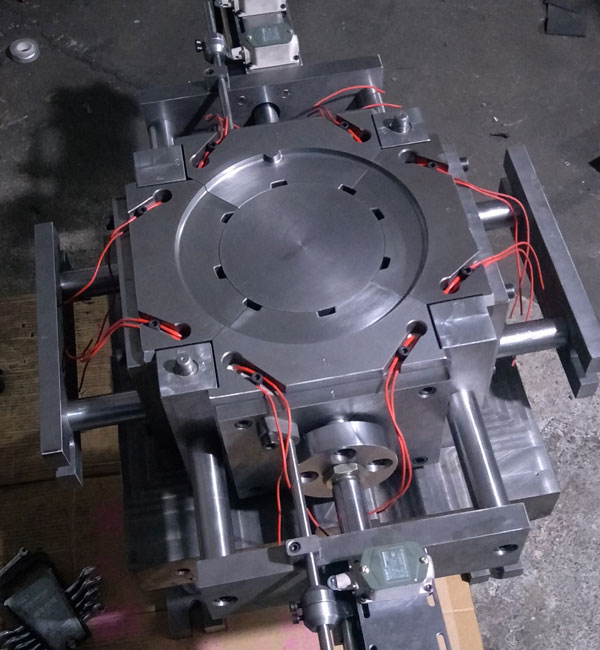
低圧鋳造の異なるタイプの生産シナリオ
明和は常に顧客の要求と会社のサービス標準を堅持する。金型設計、金型組立、金型デバッグ、金型試作、鋳造工程などのどのリンクにおいても、専属のエンジニアがおり、お客様との電話を絶やさない;
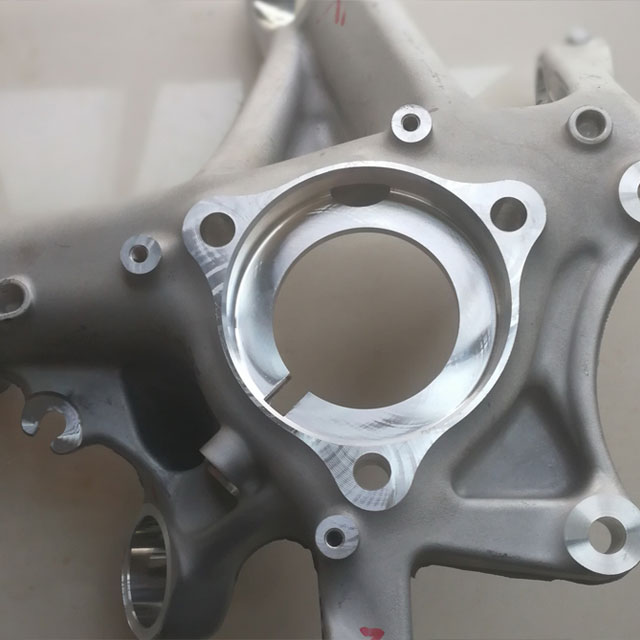
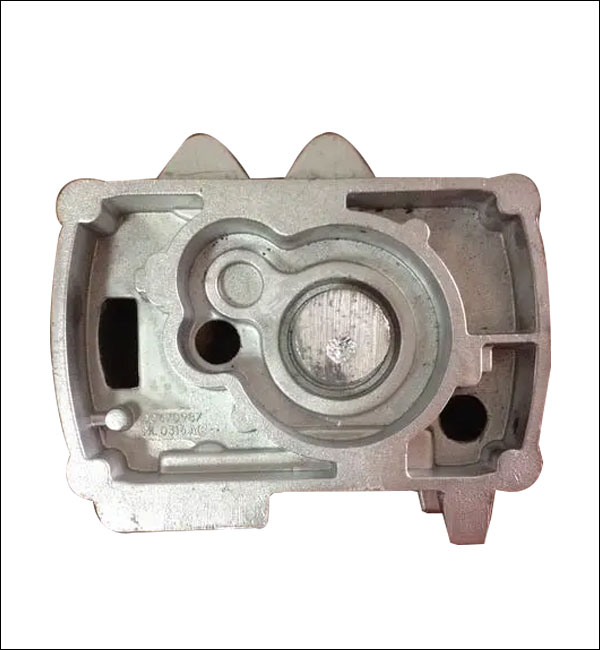
低圧鋳造の明和のケーススタディ
Minghe の鋳造の製作サービスはあなたのダイ
カストの部品、砂型鋳造の部品、投資の鋳造の部品、金属の鋳造の部品、無くなった泡の鋳造の部品および多くの設計から現実および少量の大量生産の操業の両方に利用できます。
Go To View More Casting Parts Cases Studies
>>>
最適な低圧鋳造サプライヤーを選択する
現在、私たちの低圧鋳造部品は、アメリカ、カナダ、オーストラリア、イギリス、ドイツ、フランス、南アフリカ共和国、および世界中の他の多くの国に輸出されています。私達は
ISO9001-2015 によって登録され、また SGS
によって証明されます。
私たちのカスタム低圧鋳造製造サービスは、自動車、医療、航空宇宙、エレクトロニクス、食品、建設、セキュリティ、海洋、およびより多くの産業のためのあなたの仕様を満たす耐久性と手頃な価格の鋳物を提供します。私達の人々、装置および工具細工があなたの低圧の鋳造のプロジェクトのための最もよい価格のための最もよい質をいかに持って来ることができるか見るためにあなたの照会に送るか、またはあなたのデッサンを最も短い
time.Contact
の自由な引用語句を得るために私達にまたは電子メール
sales@hmminghe.com 送りなさい絶食させなさい。
我々は、キャスティングサービスを提供しています:
明和鋳造は、砂型鋳造、金属鋳造、投資鋳造、ロストフォーム鋳造などのサービスを提供しています。
砂型鋳造
砂型鋳造砂型鋳造は、砂を主な造形材料として鋳型を作る伝統的な鋳造法である。砂型には一般的に重力鋳造が用いられ、特別な要求がある場合には低圧鋳造、遠心鋳造などのプロセスも用いることができる。砂型鋳造は適応範囲が広く、小片、大片、単純片、複雑片、単一片、大量片が使用できる。
永久鋳型鋳造
永久鋳型鋳造永久鋳型は寿命が長く、生産効率が高く、寸法精度がよく、表面が滑らかであるだけでなく、砂型鋳物よりも強度が高く、同じ溶湯を注湯しても破損しにくい。したがって、中・小型の非鉄金属鋳物の大量生産では、鋳造材料の融点が高すぎない限り、一般に金属鋳造が好まれる。
インベストメント鋳造
インベストメント鋳造インベストメント鋳造の最大の利点は、インベストメント鋳造品は寸法精度と表面仕上げが高いため、機械加工を減らすことができるが、要求の高い部品には少し加工代を残すことができることである。インベストメント鋳造法を使用することで、工作機械の設備や加工工数を大幅に削減でき、金属原材料を大幅に節約できることがわかります。
ロスト・フォーム・キャスティング
ロスト・フォーム・キャスティングロストフォーム鋳造とは、パラフィンワックスや発泡スチロールの模型を、鋳物の大きさや形に近づけて模型の塊にすること。耐火被覆を刷毛で塗り乾燥させた後、振動造形用の乾燥した石英砂に埋め、負圧下で注湯して模型をガス化させる。液体金属が模型の位置を占め、凝固冷却後に新たな鋳造法を形成する。
ダイカスト
ダイカストダイカストは金属鋳造の一種で、金型のキャビティを使って溶融金属に高圧をかけるのが特徴である。金型は通常、強度の高い合金で作られており、このプロセスは射出成形にやや似ている。ほとんどのダイカストは、亜鉛、銅、アルミニウム、マグネシウム、鉛、錫、鉛錫合金およびそれらの合金など、鉄を含まないものである。Mingheは1995年以来、中国トップのダイカスト鋳造サービスを提供しています。
遠心鋳造
遠心鋳造遠心鋳造は、高速回転する鋳型に液体金属を注入する技術と方法で、液体金属が遠心運動によって鋳型を満たし、鋳物を形成します。遠心運動により、液体金属は半径方向に鋳型を十分に満たし、鋳物の自由表面を形成することができます。それは金属の結晶化プロセスに影響を与え、それによって鋳物の機械的および物理的特性を向上させます。
低圧鋳造
低圧鋳造低圧鋳造とは、一般に鋳型を密閉された坩堝の上に置き、坩堝内に圧縮空気を導入して溶湯の表面に低圧(0.06~0.15MPa)を発生させ、溶湯が押湯管から上昇して鋳型を満たし、凝固鋳造法を制御する。この鋳造方法は、送湯性がよく、緻密な構造で、薄肉の大型複雑鋳造品の鋳造が容易で、押湯がなく、金属回収率が95%である。公害がなく、自動化が実現しやすい。
真空鋳造
真空鋳造真空鋳造は、真空チャンバー内で金属を溶解、注湯、結晶化させる鋳造プロセスである。真空鋳造は、金属中のガス含有量を最小限に抑え、金属の酸化を防ぐことができます。この方法は、非常に要求の厳しい特殊合金鋼鋳物や、非常に酸化しやすいチタン合金鋳物を製造することができます。明和鋳造には真空鋳造のサブ工場があり、真空鋳造に関するすべての問題を解決するのに十分です。