
Moulage sous pression à paroi mince
Qu'est-ce que le die casting à paroi mince ?
Dans leur quête d'une structure raisonnable et d'un poids léger des pièces et des composants, les industries aérospatiale, automobile, de l'armement et autres ont remplacé les pièces qui étaient à l'origine composées de plusieurs pièces moulées simples, de pièces forgées et de pièces usinées par une seule pièce moulée intégrale. Les pièces moulées en alliage non ferreux dont l'épaisseur de paroi est comprise entre 2,0 et 4,0 mm sont appelées pièces moulées à paroi mince, et les pièces moulées en alliage d'aluminium dont l'épaisseur de paroi est inférieure à 2,0 mm sont appelées pièces moulées à paroi ultra-mince. En tant que processus de formage rapide proche du filet, le die casting se caractérise par une grande efficacité de production, une grande précision dimensionnelle et la capacité de former des pièces moulées à cavité profonde et à parois minces de forme complexe et aux contours clairs. Il est particulièrement adapté à la conception intégrée et au formage global de pièces complexes à parois minces.
La production de pièces en alliage d'aluminium à parois minces par die casting présente de nombreuses lacunes, de la conception à la simulation du processus de remplissage en passant par l'équipement. Des recherches supplémentaires sont nécessaires sur la précision de l'alliage, la machine de coulée sous pression, le traitement thermique et la simulation.
Les pièces moulées à paroi mince en alliages d'aluminium, qui se caractérisent par leur légèreté et leurs bonnes propriétés mécaniques, ont de bonnes perspectives dans la production de grandes structures complexes telles que la carrosserie et le châssis des véhicules automobiles. Chez MINGHE Casting, nous fournissons des services de die casting à paroi mince à la pointe de l'industrie pour vos besoins en pièces d'aluminium.

Pourquoi choisir les services de die casting à paroi mince de MINGHE ?
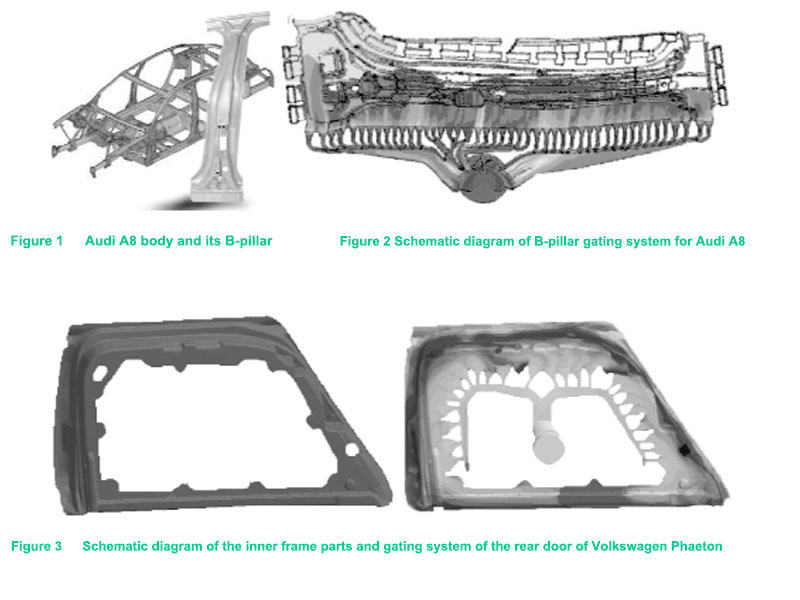
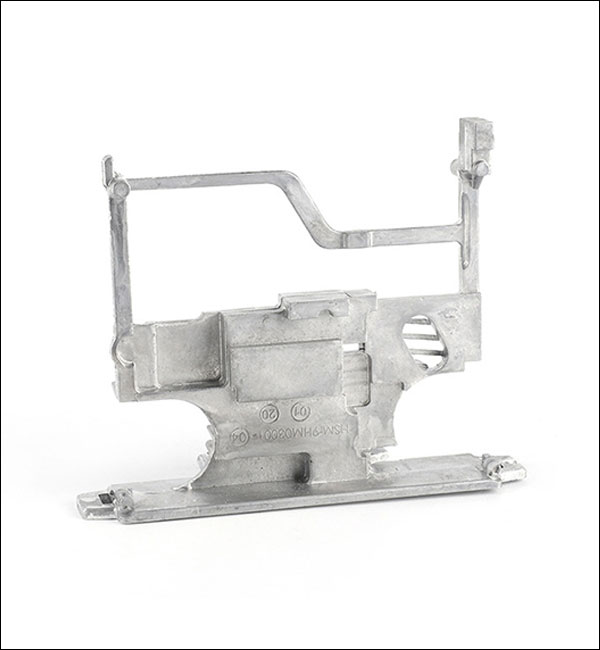
Les pièces moulées à paroi mince en alliage d'aluminium sont principalement utilisées dans la carrosserie et le châssis des automobiles haut de gamme. La figure 1 représente la structure du cadre spatial en alliage d'aluminium de la carrosserie de l'Audi A8. La taille extérieure est d'environ 1200 mm×200 mm×100 mm, et l'épaisseur de la paroi est de 1..0~2.5mm, la figure 2 est un diagramme schématique de son système de fermeture. Les figures 2 et 3 montrent que ce type de système d'obturation adopte une méthode d'obturation interne à fentes multiples et utilise en même temps un système de vide pour l'assister, nécessite une machine à température de moule pour contrôler la température du moule, et le moulage doit subir un traitement thermique spécial pour répondre aux exigences de l'utilisation finale, mais les paramètres spécifiques du processus de moulage sous vide et du traitement thermique sont gardés secrets.
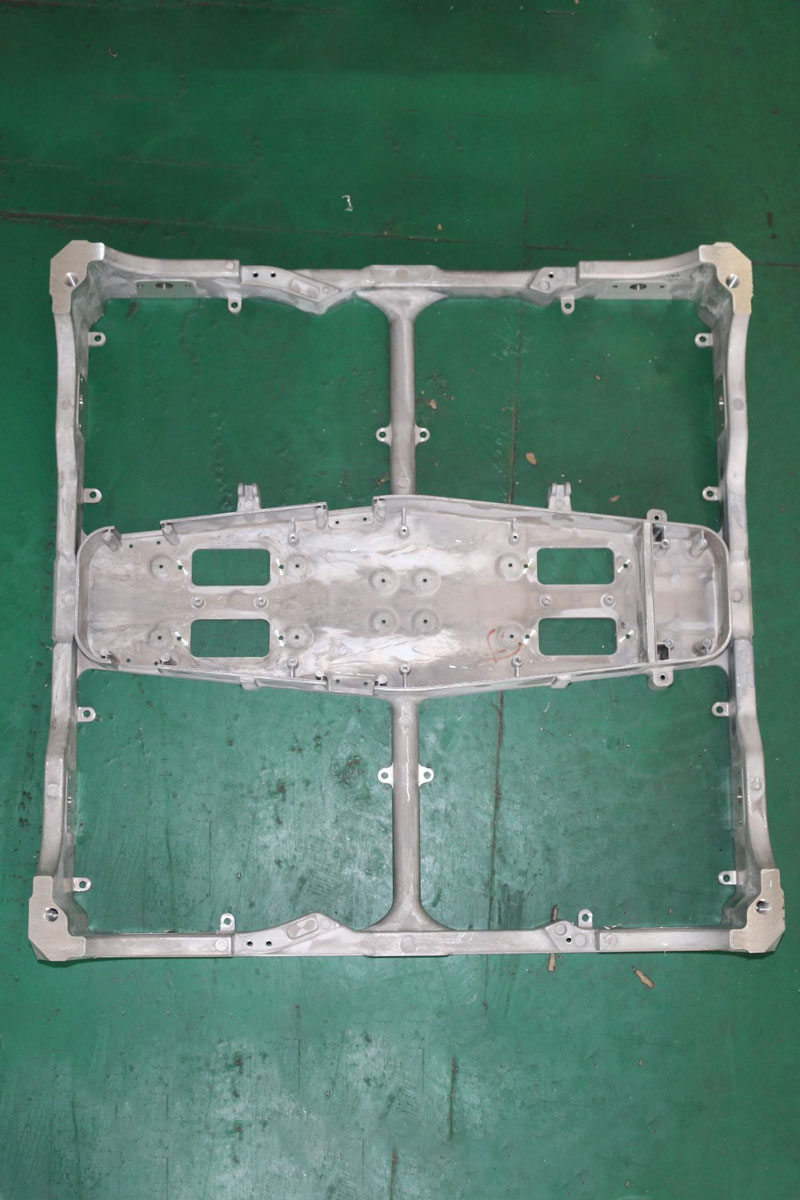
À l'heure actuelle, seules quelques entreprises en Chine peuvent produire des pièces moulées sous pression en alliage d'aluminium à parois minces pour la carrosserie, telles que les poutres de l'essieu arrière du châssis automobile, les poutres longitudinales avant de la carrosserie, les piliers B et les cadres longitudinaux du châssis, etc. D'autres pièces moulées sous pression en alliage d'aluminium à parois minces sont principalement utilisées dans les couvercles de culasse de moteur.
MINGHE Casting utilise le die casting pour produire des couvercles de culasse en aluminium ADC12 qualifiés avec une épaisseur de paroi moyenne inférieure à 2,5 mm. Veuillez contacter nos experts en die casting pour vous aider à sélectionner le meilleur processus pour répondre aux besoins de votre projet de die casting, ou demandez un devis pour votre projet de die casting à chambre chaude dès aujourd'hui.
Capacités des services de die casting en Chine
MINGHE Casting propose et est capable de produire des projets à moyen et à long terme dans le cadre de ses services de die casting. Depuis plus de 35 ans, MINGHE Casting fournit les meilleurs services de die casting de l'industrie dans une variété de technologies pour une large gamme d'applications.

| Moulage sous pression à chambre chaude pour les alliages à bas point de fusion. Nous pouvons vous aider avec les alliages à bas point de fusion |

| Moulage sous pression en chambre froide pour des composants solides et une production rapide |

| Rapport résistance/poids idéal. Moulage sous pression à paroi mince pour des pièces légères et complexes en aluminium |

| Les moules de die casting de MINGHE utilisent des alliages d'aluminium et de zinc pour produire des pièces identiques en petite ou grande série. |

| Cette méthode présente des avantages par rapport à d'autres techniques de moulage, notamment en termes de coût, de qualité et de contrôle du processus. |
| MINGHE propose des services d'usinage CNC en interne en complément des services de die casting de MINGHE. |
Chine MINGHE Die Casting Materials
Les services de die casting de MINGHE travaillent avec l'aluminium, le zinc et d'autres matériaux.

Moulage sous pression d'aluminium
- A360
- A380
- ADC6
- ADC10
- ADC12
- ALSi12
- ALSi9Cu3

Zinc moulé sous pression
- Zamak3
- Zamak5
- Zamak8
- Zamak12

Moulage sous pression du magnésium
- AM50A
- AM60B
- AZ91D
- AZ63A

Autres matériaux de fonderie
- Titane
- Cuivre
- Bronze
- Acier
- Acier inoxydable
- Fer de fonderie
Applications des services de die casting de MINGHE
Les pièces moulées sous pression sont partout autour de vous, elles peuvent être des composants importants de votre voiture et peuvent également remplir des fonctions vitales dans votre équipement électrique. MINGHE est un fournisseur de moulage accompli qui s'est engagé dans une large gamme d'applications de die casting.

INDUSTRIE
INDUSTRIE

INDUSTRIE
INDUSTRIE

INDUSTRIE

INDUSTRIE

INDUSTRIE

INDUSTRIE

INDUSTRIE

INDUSTRIE

INDUSTRIE
INDUSTRIE

INDUSTRIE

INDUSTRIE

INDUSTRIE
Les avantages de la fonte sous pression à paroi mince de MINGHE
- Les formes complexes des pièces peuvent être obtenues et les performances des pièces peuvent être améliorées. En outre, le travail d'assemblage est réduit.
- Des pièces moulées sous pression durables et stables sur le plan dimensionnel peuvent être obtenues avec des formes spécifiques, de sorte qu'aucun usinage ou un usinage réduit n'est nécessaire.
- Les pièces moulées sous pression peuvent être dotées de nombreuses techniques de finition et de surfaces. Le procédé permet d'obtenir des surfaces lisses ou texturées.
- Il est possible de configurer des pièces de forme nette.
- Il est possible d'obtenir une grande précision dimensionnelle.
- Production rapide.
- Il est possible d'obtenir des parois plus minces qu'avec le moulage à la cire perdue.
- Large éventail de formes possibles.
- Les filetages extérieurs peuvent être coulés.
- Les trous peuvent être alésés à la taille du taraudage interne.

Les études de cas de MINGHE sur le die casting à paroi mince
Vous avez une conception de pièce complexe, MINGHE Casting Company peut vous aider à la concrétiser. Avec l'équipement adéquat, de solides connaissances techniques et une attention particulière à la qualité, MINGHE Casting peut vous aider à réaliser votre projet. De la conception de l'outil à la finition, puis à l'expédition, MINGHE Casting s'assure que chaque projet est réalisé selon des normes élevées et que vos commandes sont livrées à temps, à chaque fois.











Voir d'autres études de cas sur les pièces moulées >>>
Choisir le meilleur service de die casting de parois minces
Actuellement, nos pièces moulées sous pression à paroi mince sont exportées vers l'Amérique, le Canada, l'Australie, le Royaume-Uni, l'Allemagne, la France, l'Afrique du Sud et de nombreux autres pays dans le monde entier. Nous sommes certifiés ISO9001-2015 et également certifiés par SGS.
Le service de die casting en Chine fournit des pièces durables et abordables qui répondent à vos spécifications pour l'automobile, le médical, l'aérospatiale, l'électronique, l'alimentation, la construction, la sécurité, la marine et d'autres industries. Contactez-nous ou envoyez un e-mail à sales@hmminghe.com pour voir comment notre personnel, notre équipement et notre outillage peuvent vous apporter la meilleure qualité au meilleur prix pour votre projet de die casting de parois minces.
Nous fournissons des services de moulage :
MINGHE Casting propose des services de moulage en sable、métal 、investment casting lost foam casting, et plus encore.
Moulage au sable
Moulage au sableLe moulage au sable est un procédé de moulage traditionnel qui utilise le sable comme principal matériau de modelage pour fabriquer des moules. La coulée par gravité est généralement utilisée pour les moules en sable, et la coulée à basse pression, la coulée centrifuge et d'autres procédés peuvent également être utilisés en cas d'exigences particulières. Le moulage en sable a une grande capacité d'adaptation : il est possible d'utiliser de petites pièces, de grandes pièces, des pièces simples, des pièces complexes, des pièces uniques et de grandes quantités.
Moulage en moule permanent
Moulage en moule permanentLe moulage en moule permanent a une longue durée de vie et une grande efficacité de production, il a non seulement une bonne précision dimensionnelle et une surface lisse, mais il a aussi une plus grande résistance que les moulages en sable et il est moins susceptible d'être endommagé lorsque le même métal en fusion est versé. Par conséquent, pour la production de masse de pièces coulées en métal non ferreux de petite et moyenne taille, tant que le point de fusion du matériau de moulage n'est pas trop élevé, le moulage en métal est généralement préféré.
Moulage à la cire perdue
Moulage à la cire perdueLe plus grand avantage du moulage à la cire perdue est que, comme les pièces moulées à la cire perdue ont une précision dimensionnelle et une finition de surface élevées, elles peuvent réduire le travail d'usinage, tout en laissant une petite marge d'usinage pour les pièces ayant des exigences plus élevées. On peut constater que l'utilisation de la méthode de moulage à la cire perdue permet d'économiser beaucoup d'équipements de machines-outils et d'heures de travail, ainsi que des matières premières métalliques.
Moulage en mousse perdue
Moulage en mousse perdueLe moulage à mousse perdue consiste à combiner des modèles en cire de paraffine ou en mousse similaires à la taille et à la forme du moulage pour former des grappes de modèles. Après brossage et séchage des revêtements réfractaires, ils sont enfouis dans du sable de quartz sec pour le modelage par vibration, et coulés sous pression négative pour gazéifier le modèle. Le métal liquide occupe la position du modèle et forme une nouvelle méthode de coulée après solidification et refroidissement.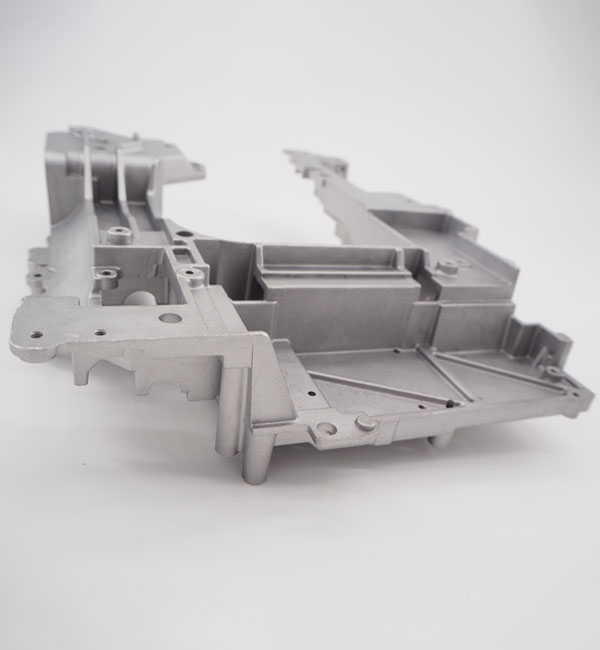
Moulage sous pression
Moulage sous pressionLe die casting est un procédé de moulage des métaux qui se caractérise par l'application d'une forte pression au métal en fusion dans la cavité du moule. Les moules sont généralement fabriqués à partir d'alliages plus résistants, et ce processus est quelque peu similaire au moulage par injection. La plupart des pièces moulées sous pression sont dépourvues de fer, comme le zinc, le cuivre, l'aluminium, le magnésium, le plomb, l'étain, les alliages plomb-étain et leurs alliages. MINGHE est le meilleur service de die casting en Chine depuis 1995.
Moulage centrifuge
Moulage centrifugeLa coulée centrifuge est une technique et une méthode consistant à injecter du métal liquide dans un moule tournant à grande vitesse, de sorte que le métal liquide est soumis à un mouvement centrifuge pour remplir le moule et former une pièce moulée. Grâce au mouvement centrifuge, le métal liquide peut bien remplir le moule dans la direction radiale et former la surface libre de la pièce moulée ; il affecte le processus de cristallisation du métal, améliorant ainsi les propriétés mécaniques et physiques de la pièce moulée.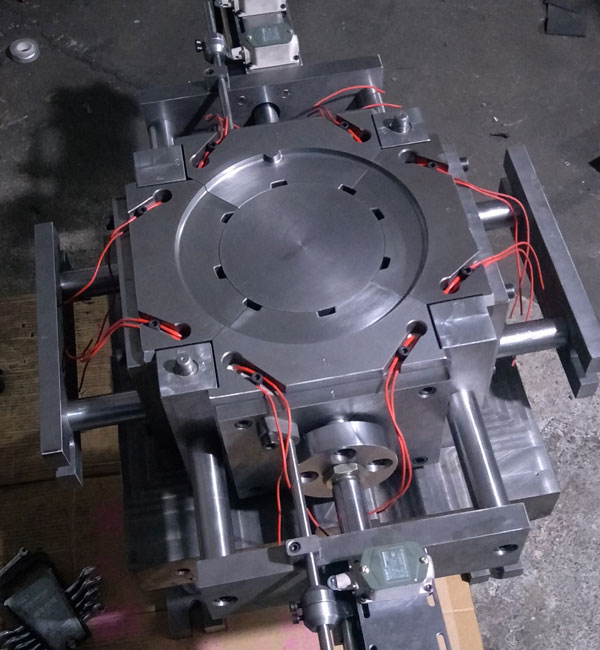
Moulage à basse pression
Moulage à basse pressionLa coulée à basse pression signifie que le moule est généralement placé au-dessus d'un creuset scellé et que de l'air comprimé est introduit dans le creuset pour provoquer une faible pression (0,06~0,15MPa) à la surface du métal en fusion, de sorte que le métal en fusion s'élève depuis le tuyau de remontée pour remplir le moule et contrôler la méthode de coulée solidifiée. Cette méthode de coulée présente une bonne alimentation et une structure dense, elle permet de couler de grandes pièces complexes à parois minces, elle n'a pas de colonne montante et le taux de récupération du métal est de 95 %. Pas de pollution, facile à automatiser.