Moulage à basse pression
Qu'est-ce que la coulée à basse pression ?
La coulée à basse pression signifie que le moule est
généralement placé au-dessus d'un creuset scellé et que
de l'air comprimé est introduit dans le creuset pour
provoquer une faible pression (0,06~0,15MPa) à la
surface du métal en fusion, de sorte que le métal en
fusion s'élève depuis le tuyau de remontée pour remplir
le moule et contrôler la méthode de la coulée
solidifiée. Cette méthode de coulée présente une bonne
alimentation et une structure compacte. Il est facile de
couler des pièces complexes de grande taille et à parois
minces sans colonne montante, et le taux de récupération
du métal peut atteindre 95 %. Pas de pollution, facile à
automatiser. Cependant, le coût de l'équipement est
élevé et l'efficacité de la production est faible.
Généralement utilisé pour la coulée d'alliages non
ferreux.
La coulée à basse pression est une méthode de coulée
dans laquelle l'alliage liquide est pressé dans la
cavité du moule de bas en haut sous pression, et
solidifié sous pression pour obtenir des pièces coulées.
Le creuset scellé est rempli d'air comprimé sec ou de
gaz inerte. Sous l'effet de la pression exercée sur la
surface du métal en fusion, le métal en fusion remplit
le moule en douceur le long du tuyau de descente, de bas
en haut, par l'intermédiaire de la glissière. La
pression de remplissage est généralement de 20~60kPa.
Lorsque la coulée est complètement solidifiée, la
pression du gaz sur la surface du liquide est relâchée,
de sorte que le métal en fusion non solidifié dans le
tuyau ascendant et la glissière s'écoule dans le creuset
par son propre poids, puis le moule est ouvert et la
coulée est retirée.
Le processus de production du moulage à basse pression
comprend les quatre procédures de base suivantes :
-
- Fusion de métaux et préparation de moules ou de
moules de coulée.
-
- Préparations avant la coulée : y compris le
scellement du creuset (montage du couvercle
d'étanchéité), l'élimination des scories dans le tuyau
de montée, la mesure du niveau de liquide, le test
d'étanchéité, l'adaptation du moule, le resserrement
du moule ou du moule, etc.
-
- Coulée : y compris le soulèvement de liquide, le
remplissage, la pressurisation, la solidification, la
décharge de pression et le refroidissement, etc.
-
- Démoulage : y compris le moulage en vrac et le
coulage.
L'application de la coulée à basse pression
Le moulage à basse pression est la première technologie
de moulage anti-gravité, et il est utilisé dans la
production industrielle depuis les années 1940. Le
moulage à basse pression est un die casting ordinaire,
et les pièces non soumises à des contraintes peuvent
utiliser ce procédé. De nos jours, le moulage à basse
pression est principalement utilisé pour produire des
pièces en alliage d'aluminium et de magnésium, telles
que des roues automobiles dans l'industrie automobile,
des blocs-cylindres, des culasses, des pistons, des
coques de missiles, des roues, des roues de guidage du
vent et d'autres pièces moulées aux formes complexes et
aux exigences de qualité élevées dans l'industrie
automobile. Le moulage à basse pression peut également
être appliqué à de petites pièces moulées en alliage de
cuivre, telles que les raccords de tuyauterie, les
robinets de salle de bains, etc. La technologie a été
industrialisée à l'étranger.
Caractéristiques de la coulée à basse pression
La coulée à basse pression peut utiliser du sable, du
métal, du graphite, etc. Le processus de remplissage est
différent de la coulée par gravité, comme la coulée de
métal et la coulée de sable, et il est également
différent de la coulée sous pression avec remplissage à
haute pression et à haute vitesse. Il présente les
avantages suivants :
-
- Fusion de métaux et préparation de moules ou de
moules de coulée.
-
- Préparations avant la coulée : y compris le
scellement du creuset (montage du couvercle
d'étanchéité), l'élimination des scories dans le tuyau
de montée, la mesure du niveau de liquide, le test
d'étanchéité, l'adaptation du moule, le resserrement
du moule ou du moule, etc.
-
- Coulée : y compris le soulèvement de liquide, le
remplissage, la pressurisation, la solidification, la
décharge de pression et le refroidissement, etc.
-
- Démoulage : y compris le moulage en vrac et le
coulage.
-
- Le remplissage avec du métal en fusion pur améliore
la pureté des pièces coulées. Comme les scories en
fusion flottent généralement à la surface du métal en
fusion, la coulée à basse pression est remplie de
métal en fusion dans la partie inférieure du creuset
par l'intermédiaire du tuyau de remontée, ce qui évite
totalement que les scories en fusion ne pénètrent dans
la cavité du moule.
-
- Le remplissage de métal liquide est stable, ce qui
réduit ou évite les secousses, les chocs et les
éclaboussures du métal liquide pendant le remplissage,
réduisant ainsi la formation de scories oxydées.
-
- La coulée a une bonne formabilité. Le métal en
fusion est rempli sous pression, ce qui peut améliorer
la fluidité du métal en fusion, ce qui favorise la
formation de pièces moulées aux contours clairs et aux
surfaces lisses, et est plus bénéfique pour la
formation de grandes pièces moulées à parois minces.
-
- La coulée cristallise et se solidifie sous pression,
ce qui permet une alimentation complète et une
structure de coulée dense.
-
- Améliorer le rendement du métal en fusion. Dans des
circonstances normales, il n'est pas nécessaire
d'avoir une colonne montante, et le métal non condensé
dans le tuyau de la colonne montante peut être refoulé
dans le creuset pour une utilisation répétée, ce qui
améliore considérablement le rendement du métal en
fusion. Généralement jusqu'à 90 %.
-
- Production et fonctionnement pratiques, bonnes
conditions de travail, efficacité de production
élevée, facilité de mécanisation et d'automatisation.
-
- Dans la production de pièces moulées en alliage
d'aluminium, le creuset et le tuyau de remontée sont
en contact avec le métal en fusion pendant une longue
période, ce qui est susceptible de provoquer de la
corrosion et de la ferraille, ce qui entraînera
également une augmentation du fer dans le métal en
fusion et une détérioration de la performance.
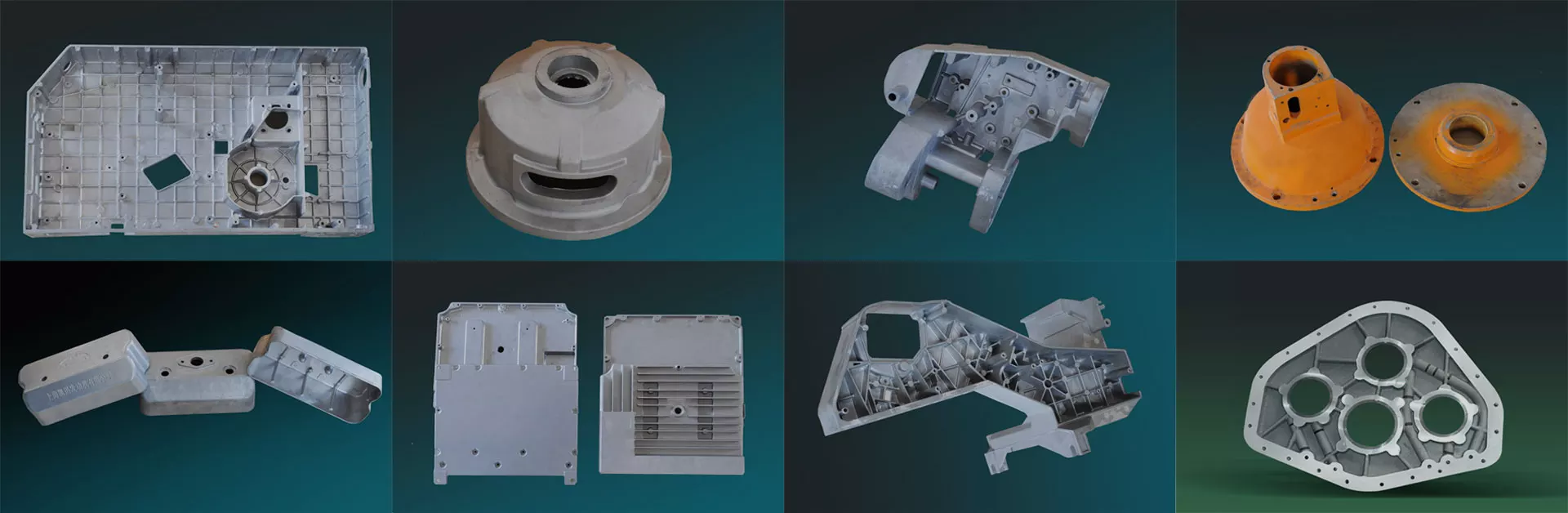
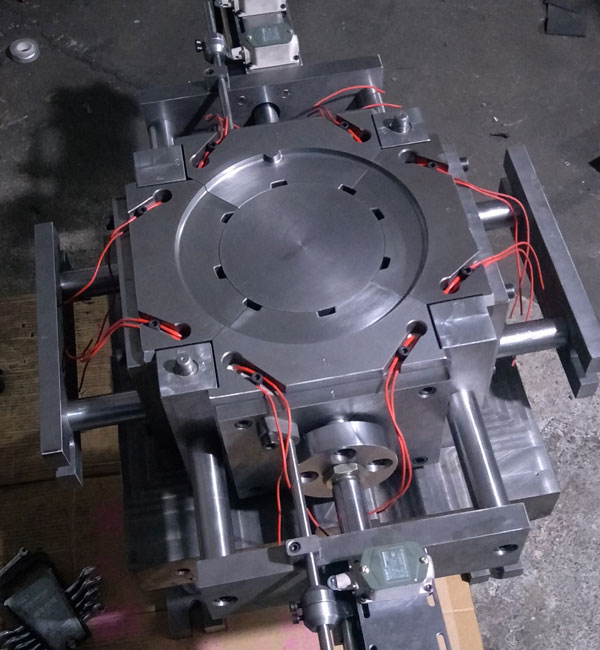
Scénario de production des différents types de pièces moulées
à basse pression
MINGHE respecte toujours les exigences du client et les normes
de service de l'entreprise. Quel que soit le lien entre la
conception du moule, l'assemblage du moule, le débogage du
moule, la production d'essai du moule, le processus de coulée,
etc., des ingénieurs dévoués sont à votre disposition au
téléphone ;

|
Atelier de fonderie basse pression 1
▶
|

|
Atelier de fonderie basse pression 2
▶
|

|
Atelier de fonderie basse pression 3
▶
|

|
Atelier de fonderie basse pression 4
▶
|

|
Atelier de fonderie basse pression 5
▶
|

|
Machine multifonctionnelle de perçage et de
taraudage
▶
|

|
Équipement de trempe et de revenu pour produits
en alliage d'aluminium
▶
|

|
Presse hydraulique de dégagement
▶
|

|
Équipement de coulée à basse pression - machine
à coque
▶
|

|
Machine à couler à basse pression
▶
|

|
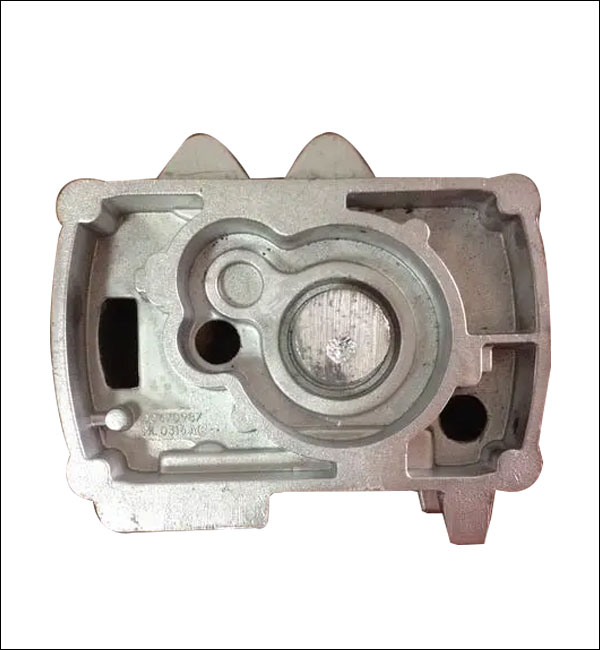
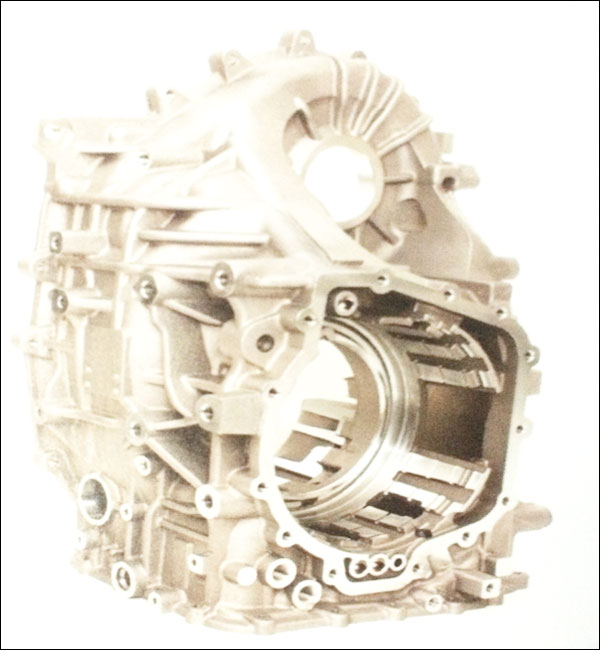
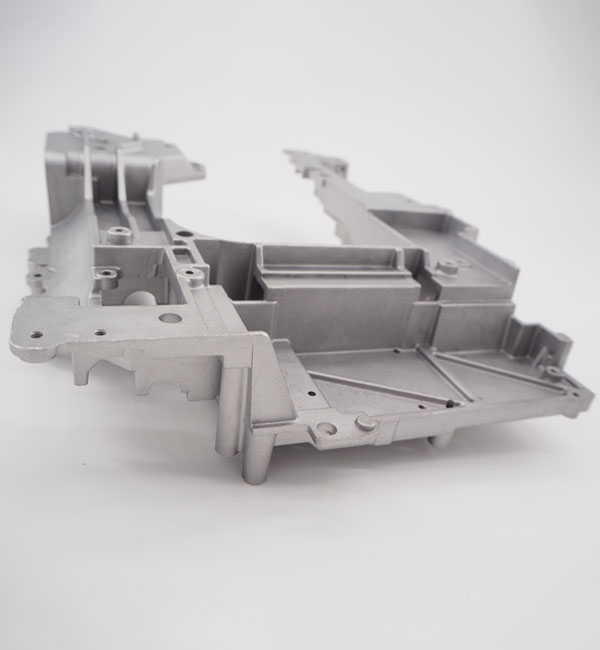
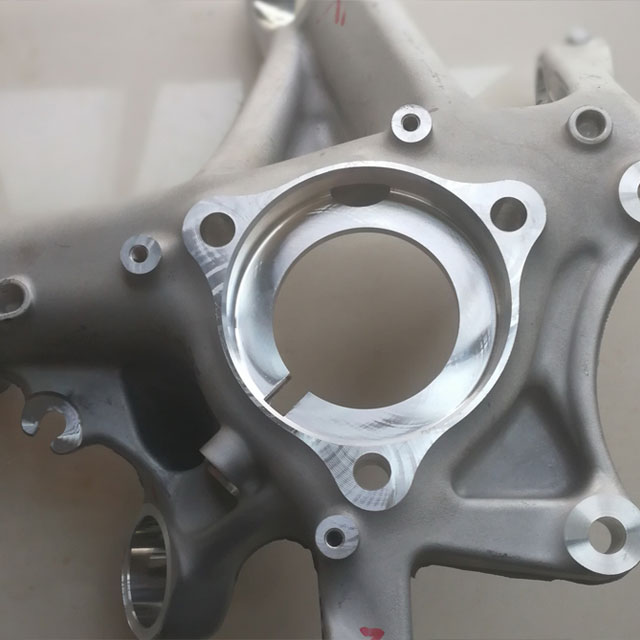
Produit de coulée à basse pression - corps de
boîte de vitesses
▶
|
Les études de cas de MINGHE sur le moulage à basse pression
Les services de fabrication de MINGHE Casting sont disponibles
à la fois pour la conception à la réalité et pour les séries
de production de faible à grand volume de vos pièces moulées
sous pression, pièces moulées en sable, pièces moulées à la
cire perdue, pièces moulées en métal, pièces moulées en mousse
perdue et plus encore.
Go To View More Casting Parts Cases Studies
>>>
Choisir le meilleur fournisseur de pièces moulées à basse
pression
Actuellement, nos pièces moulées à basse pression sont
exportées vers l'Amérique, le Canada, l'Australie, le
Royaume-Uni, l'Allemagne, la France, l'Afrique du Sud et de
nombreux autres pays dans le monde entier. Nous sommes
certifiés ISO9001-2015 et également certifiés par SGS.
Notre service de fabrication de pièces moulées à basse
pression sur mesure fournit des pièces durables et
abordables qui répondent à vos spécifications pour les
industries automobile, médicale, aérospatiale, électronique,
alimentaire, de la construction, de la sécurité, de la
marine et plus encore. Contactez-nous ou envoyez un e-mail à
sales@hmminghe.com pour découvrir comment notre personnel,
notre équipement et notre outillage peuvent vous apporter la
meilleure qualité au meilleur prix pour votre projet de
moulage à basse pression.
Nous fournissons des services de moulage :
MINGHE Casting propose des services de moulage en
sable、métal 、investment casting lost foam casting, et plus
encore.
Moulage au sable
Moulage au sableLe moulage au sable est un procédé de moulage
traditionnel qui utilise le sable comme principal
matériau de modelage pour fabriquer des moules. La
coulée par gravité est généralement utilisée pour les
moules en sable, et la coulée à basse pression, la
coulée centrifuge et d'autres procédés peuvent
également être utilisés en cas d'exigences
particulières. Le moulage en sable a une grande
capacité d'adaptation : il est possible d'utiliser de
petites pièces, de grandes pièces, des pièces simples,
des pièces complexes, des pièces uniques et de grandes
quantités.
Moulage en moule permanent
Moulage en moule permanentLe moulage en moule permanent a une longue durée de
vie et une grande efficacité de production, il a non
seulement une bonne précision dimensionnelle et une
surface lisse, mais il a aussi une plus grande
résistance que les moulages en sable et il est moins
susceptible d'être endommagé lorsque le même métal en
fusion est versé. Par conséquent, pour la production
de masse de pièces coulées en métal non ferreux de
petite et moyenne taille, tant que le point de fusion
du matériau de moulage n'est pas trop élevé, le
moulage en métal est généralement préféré.
Moulage à la cire perdue
Moulage à la cire perdueLe plus grand avantage du moulage à la cire perdue
est que, comme les pièces moulées à la cire perdue ont
une précision dimensionnelle et une finition de
surface élevées, elles peuvent réduire le travail
d'usinage, tout en laissant une petite marge d'usinage
pour les pièces ayant des exigences plus élevées. On
peut constater que l'utilisation de la méthode de
moulage à la cire perdue permet d'économiser beaucoup
d'équipements de machines-outils et d'heures de
travail, ainsi que des matières premières
métalliques.
Moulage en mousse perdue
Moulage en mousse perdueLe moulage à mousse perdue consiste à combiner des
modèles en cire de paraffine ou en mousse similaires à
la taille et à la forme du moulage pour former des
grappes de modèles. Après brossage et séchage des
revêtements réfractaires, ils sont enfouis dans du
sable de quartz sec pour le modelage par vibration, et
coulés sous pression négative pour gazéifier le
modèle. Le métal liquide occupe la position du modèle
et forme une nouvelle méthode de coulée après
solidification et refroidissement.
Moulage sous pression
Moulage sous pressionLe die casting est un procédé de moulage des métaux
qui se caractérise par l'application d'une forte
pression au métal en fusion dans la cavité du moule.
Les moules sont généralement fabriqués à partir
d'alliages plus résistants, et ce processus est
quelque peu similaire au moulage par injection. La
plupart des pièces moulées sous pression sont
dépourvues de fer, comme le zinc, le cuivre,
l'aluminium, le magnésium, le plomb, l'étain, les
alliages plomb-étain et leurs alliages. MINGHE est le
meilleur service de die casting en Chine depuis
1995.
Moulage centrifuge
Moulage centrifugeLa coulée centrifuge est une technique et une méthode
consistant à injecter du métal liquide dans un moule
tournant à grande vitesse, de sorte que le métal
liquide est soumis à un mouvement centrifuge pour
remplir le moule et former une pièce moulée. Grâce au
mouvement centrifuge, le métal liquide peut bien
remplir le moule dans la direction radiale et former
la surface libre de la pièce moulée ; il affecte le
processus de cristallisation du métal, améliorant
ainsi les propriétés mécaniques et physiques de la
pièce moulée.
Moulage à basse pression
Moulage à basse pressionLa coulée à basse pression signifie que le moule est
généralement placé au-dessus d'un creuset scellé et
que de l'air comprimé est introduit dans le creuset
pour provoquer une faible pression (0,06~0,15MPa) à
la surface du métal en fusion, de sorte que le métal
en fusion s'élève depuis le tuyau de remontée pour
remplir le moule et contrôler la méthode de coulée
solidifiée. Cette méthode de coulée présente une bonne
alimentation et une structure dense, elle permet de
couler de grandes pièces complexes à parois minces,
elle n'a pas de colonne montante et le taux de
récupération du métal est de 95 %. Pas de pollution,
facile à automatiser.
Coulée sous vide
Coulée sous videLa coulée sous vide est un procédé de coulée dans
lequel le métal est fondu, coulé et cristallisé dans
une chambre à vide. La coulée sous vide permet de
minimiser la teneur en gaz du métal et d'éviter son
oxydation. Cette méthode permet de produire des pièces
coulées en acier allié spécial très exigeantes et des
pièces coulées en alliage de titane extrêmement
faciles à oxyder. MINGHE Casting dispose d'une
sous-usine de coulée sous vide, qui suffit à résoudre
tous les problèmes liés à la coulée sous vide.