
Kokillengießen
Was ist Kokillengießen?
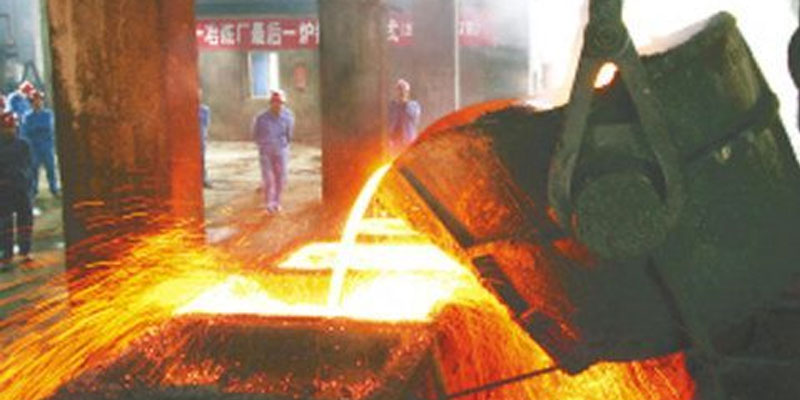
Das Kokillengießen ist ein Metallgießverfahren, bei dem wiederverwendbare Formen (so genannte „Dauerformen„, im Allgemeinen aus Metall) verwendet werden. Das Befüllen der Form mit Hilfe der Schwerkraft ist das gebräuchlichste Verfahren, das so genannte Schwerkraftgießen, aber es gibt auch Verfahren, die mit Luftdruck oder Vakuum arbeiten. Es gibt auch eine Variante des Schwerkraftgießens, das so genannte Bitumengießverfahren, das zurHerstellung von Hohlkörpern verwendet wird. Zu den üblicherweise verwendetenGussmetallen gehören Aluminium-, Magnesium- und Kupferlegierungen. Andere Materialien wie Zinn-, Zink- und Bleilegierungen sowie Stahl und Eisen werden ebenfalls mit Graphitformen gegossen.
Das Kokillengießen wird auch als Metallguss bezeichnet. Es ist ein Gießverfahren, bei dem flüssiges Metall in Metallformen gegossen wird, umGussstücke zu erhalten. Die Form ist aus Metall und kann wiederholt (hunderte bis tausende Male) verwendet werden. DieGussteile, die im Metallformgussverfahren hergestellt werden können, unterliegen bestimmten Einschränkungen in Bezug auf Gewicht und Form. Zum Beispiel können Eisenmetalle nur in einfachen Formen gegossen werden; das Gewicht derGussteile darf nicht zu groß sein; die Wandstärke ist ebenfalls begrenzt, und die Wandstärke der kleinerenGussteile kann nicht gegossen werden.
Bei verschiedenen Anwendungen, die eine Massenproduktion oder Replikationsprojekte erfordern, ist ein Dauerformgussverfahren erforderlich. Bei diesem Verfahren wird die Form vorgewärmt. Durch diesen Schritt wird die möglicherweise in der Form vorhandene Feuchtigkeit entfernt und verhindert, dass das geschmolzene Metall zu schnell abkühlt. Das Vorheizen der Kokille kann auch verhindern, dass die Form durch die Wärmeausdehnung beschädigt wird, wenn das geschmolzene Metall in die Form eingebracht wird. Die gebräuchlichste Methode besteht darin, flüssiges Metall einfach durch Schwerkraft in eine erhitzte Form zu gießen. Diese Methode ist die kostengünstigste Methode des Dauerformgießens, da sie weniger Ausrüstung erfordert, aber sie eignet sich nicht für Situationen, in denen das flüssige Metall nicht alle Bereiche der Form erreichen kann. Bei Dauerformen mit Details, die mit geschmolzenem Metall gefüllt werden müssen, kann ein Vakuum oder Druck erforderlich sein, um das Einbringen von Metall zu unterstützen. Bei druckunterstützten Dauerformen wird das geschmolzene Metall mit geringem Druck in dieGussform gepresst. Beim vakuumunterstützten Kokillenguss wird Luft aus der Form gesaugt, um ein Niederdruckvakuum zu erzeugen, das das Metall in die Form zieht. In beiden Fällen sorgt die Druckbeaufschlagung dafür, dass das geschmolzene Metall kleine Zwischenräume und Details ausfüllt, da es sonst dasGussteil zerstören kann. Eine weitere Neuerung im Metallgussverfahren ist das Schlammgussverfahren. Bei diesem Verfahren wird geschmolzenes Metall in eine Form gegossen und härtet am äußeren Rand der Schale aus. Sobald das gegossene Metall zu härten beginnt, wird das flüssige Metall in der Mitte ausgegossen, so dass ein hohlesGussteil zurückbleibt, das sich für Dekorations- und Ziergegenstände eignet.
MINGHE ist ein erfahrener Lieferant, Hersteller und Exporteur von Kokillenguss in China, der sich darauf spezialisiert hat, die besten OEM-Kokillenguss-Dienstleistungen für hochwertige und kostengünstige Metallteile oder -komponenten anzubieten, die mit einer beeindruckenden Auswahl an hochmodernen Gießmaschinen hergestellt werden, wie z. B. Zahnräder, Verzahnungen, Felgen, Getriebe, Rohrverschraubungen, Gehäuse für Kraftstoffeinspritzsysteme und Kolben für Fahrzeugmotoren usw. Unsere hochmoderne Gießanlage arbeitet routinemäßig mit einer Vielzahl von Materialien wie Kupfer, Messing, rostfreiem Stahl, Kohlenstoffstahl, Aluminium und Titan. Wir können immer ein geeignetes Metallgussverfahren wählen, um Ihre Anforderungen zu erfüllen. Unsere kundenspezifischen Kokillenguss-Dienstleistungen gewährleisten, dass unsere KundenGussteile von höchster Qualität erhalten. Schicken Sie Ihre Anfrage oder Zeichnung schnell, um ein Online-Gussangebot zu erhalten.

Die Vor- und Nachteile des Kokillengusses
Vergleich von Kokillenguss und Sandguss: Es gibt viele Vorteile inTechnik und Wirtschaftlichkeit.
- - Metallgussstücke haben bessere mechanische Eigenschaften als Sandgussstücke. Bei der gleichen Legierung kann die Zugfestigkeit um durchschnittlich 25 % und die Streckgrenze um durchschnittlich 20 % erhöht werden, und auch die Korrosionsbeständigkeit und die Härte wurden erheblich verbessert;
- - Die Präzision und die Oberflächengüte derGussteile sind höher als bei Sandguss, und die Qualität und Größe sind stabil;
- - Die Ausbeute anGussteilen ist hoch, und der Verbrauch von Flüssigmetall wird reduziert, was im Allgemeinen eine Einsparung von 15-30 % bedeutet;
- - Es wird kein oder weniger Sand verwendet, so dass in der Regel 80-100 % des Modelliermaterials eingespart werden können;
Darüber hinaus hat das Kokillengießen eine hohe Produktionseffizienz, reduziert die Ursachen fürGussfehler, ist einfach und lässt sich leicht mechanisieren und automatisieren. Obwohl das Kokillengussverfahren viele Vorteile hat, hat es auch Nachteile. Zum Beispiel:
- - Die Kosten für dieHerstellung von Metallformen sind hoch
- - Der Metalltyp ist nicht luftdurchlässig und hat keinen Rückzug, was leicht zu Fehlern wie unzureichendem Gießen, Rissen oder weißem Mund desGusseisens führen kann.
- - Beim Kokillenguss sind die Arbeitstemperatur der Form, die Gießtemperatur und -geschwindigkeit der Legierung, die Verweildauer desGussteils in der Form und die verwendete Schlichte für die Qualität desGussteils sehr wichtig und müssen streng kontrolliert werden.
Bei der Entscheidung für das Kokillengießen müssen daher folgende Faktoren umfassend berücksichtigt werden: Form und Gewicht desGussteils müssen angemessen sein; es müssen genügend Chargen vorhanden sein; der Termin für die Fertigstellung der Produktionsaufgabe ist zulässig.
Die formgebenden Eigenschaften des Kokillengusses
Metallformen und Sandformen weisen erhebliche Leistungsunterschiede auf. Zum Beispiel haben Sandformen eine Luftdurchlässigkeit, Metallformen dagegen nicht; Sandformen haben eine schlechte Wärmeleitfähigkeit, Metallformen eine gute Wärmeleitfähigkeit, Sandformen haben einen Rückzug, Metallformen dagegen nicht. Diese Eigenschaften der Metallform bestimmen, dass sie ihre eigenen Regeln im Formgebungsprozess desGussteils hat.
Der Einfluss der Änderung des Gaszustands im Hohlraum auf die Formgebung desGussteils: Wenn das Metall gefüllt wird, muss das Gas im Hohlraum schnell abgeleitet werden, aber das Metall hat keine Gasdurchlässigkeit. Solange der Prozess vernachlässigt wird, wird die Qualität desGussteils beeinträchtigt.
Die Merkmale des Wärmeaustauschs während der Erstarrung desGussteils: Sobald das geschmolzene Metall in den Hohlraum eintritt, gibt es Wärme an die Metallwand ab. Das flüssige Metall verliert Wärme durch die Formwand, erstarrt und schrumpft, während die Formwand Wärme gewinnt, die Temperatur erhöht und sich gleichzeitig ausdehnt. Dadurch bildet sich ein „Spalt„ zwischen demGussstück und der Formwand. Bevor das System „Guss-Spalt-Metallform„ die gleiche Temperatur erreicht, kann man davon ausgehen, dass dasGussteil im „Spalt„ abkühlt, während die Metallformwand durch den „Spalt„ erhitzt wird.
Metallformen verhindern die Auswirkung der Schrumpfung auf dieGussteile: Metallformen oder Metallkerne haben keinen Rückzug während des Erstarrungsprozesses derGussteile und verhindern die Schrumpfung derGussteile. Dies ist eine weitere Besonderheit
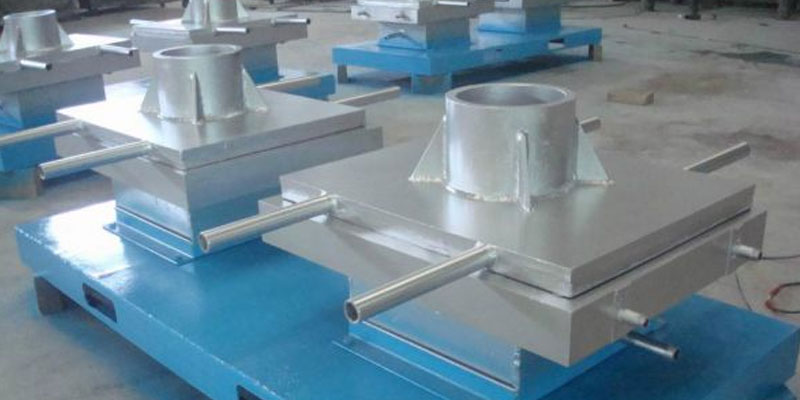
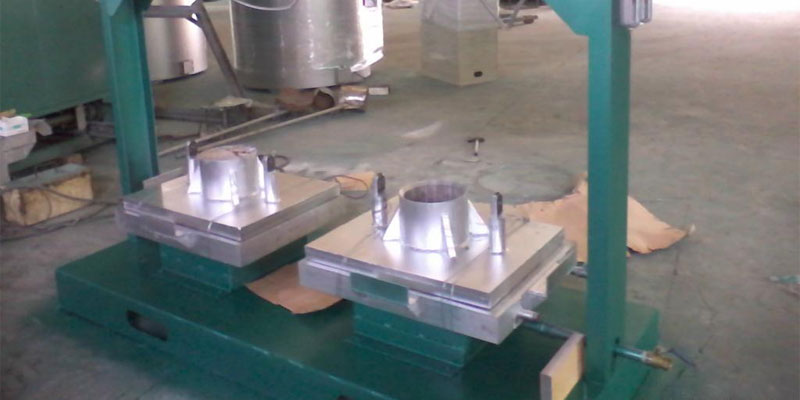
Verschiedene Typen Produktionsszenarien des Kokillengusses
MINGHE hält sich immer an die Anforderungen der Kunden und die Dienstleistungstandards des Unternehmens. In jeder Phase des Werkzeugdesigns, der Werkzeugmontage, der Fehlersuche in der Form, der Probeproduktion, des Gießprozesses usw. stehen Ihnen engagierte Ingenieure am Telefon zur Verfügung;

| Kokillengießverfahren (1) ▶ |

| Kokillengießverfahren (2) ▶ |

| Kokillengießverfahren (3) ▶ |
| Kokillengießverfahren (4) ▶ |
| Kokillengießverfahren (5) ▶ |

| Kokillengießverfahren (6) ▶ |

| Kokillengießverfahren (7) ▶ |
| Kokillengießverfahren (8) ▶ |
Die MINGHE-Fallstudien des Kokillengusses
MINGHE Casting bietet Fertigungsdienstleistungen sowohl für den Entwurf als auch für die Produktion von kleinen bis großen Serien Ihrer Druckgussteile, Sandgussteile, Feingussteile, Metallgussteile, Lost Foam-Gussteile und vieles mehr.







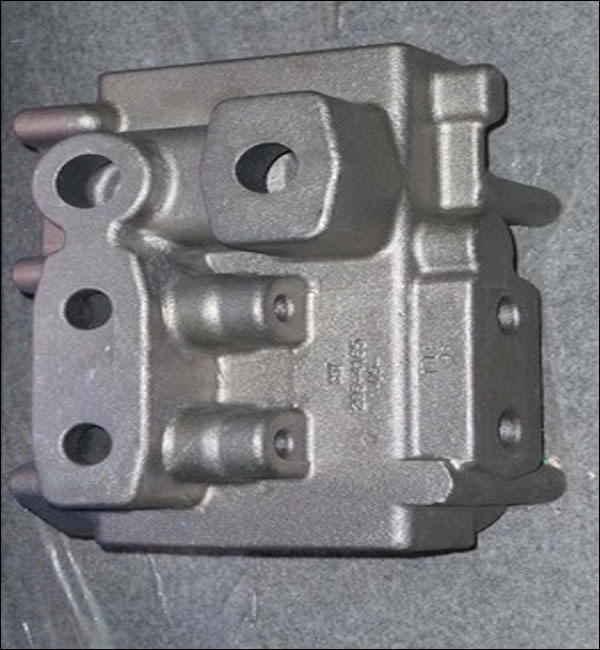
Go To View More Casting Parts Cases Studies >>>
Wählen Sie den besten Anbieter von Kokillenguss
Derzeit werden unsere Vakuumgussteile nach Amerika, Kanada, Australien, Großbritannien, Deutschland, Frankreich, Südafrika und in viele andere Länder der Welt exportiert. Wir sind ISO9001-2015 registriert und auch von SGS zertifiziert.
Unser kundenspezifischer Vakuumguss-FertigungsDienstleistung bietet langlebige und erschwinglicheGussteile, die Ihren Spezifikationen für die Automobil-, Medizin-, Luft- und Raumfahrt-, Elektronik-, Lebensmittel-, Bau-, Sicherheits-, Marine- und andere Branchen entsprechen. Kontaktieren Sie uns oder senden Sie eine E-Mail an sales@hmminghe.com, um zu erfahren, wie unsere Mitarbeiter, Anlagen und Werkzeuge die beste Qualität zum besten Preis für Ihr Vakuumgussprojekt liefern können.
Wir bieten Casting-Dienste an:
MINGHE Casting Dienstleistungen arbeiten mit Sandguss, Metallguss, Investitionsguss, Lost Foam Casting und mehr.
Sandgießen
SandgießenSandguss ist ein traditionelles Gießverfahren, bei dem Sand als Hauptmodellierungsmaterial zurHerstellung von Formen verwendet wird. Für Sandformen wird in der Regel das Schwerkraftgießen verwendet, bei besonderen Anforderungen können auch das Niederdruckgießen, das Schleudergießen und andere Verfahren eingesetzt werden. Das Sandgussverfahren ist sehr anpassungsfähig: kleine und großeTeile, einfache und komplexeTeile, Einzelteile und große Mengen können verwendet werden.
Kokillengießen
KokillengießenKokillenguss hat eine lange Lebensdauer und eine hohe Produktionseffizienz, hat nicht nur eine gute Maßgenauigkeit und eine glatte Oberfläche, sondern auch eine höhere Festigkeit als Sandguss und ist weniger anfällig für Beschädigungen, wenn das gleiche geschmolzene Metall gegossen wird. Daher wird bei der Massenproduktion von mittleren und kleinen Nichteisenmetallgussteilen, solange der Schmelzpunkt desGussmaterials nicht zu hoch ist, im Allgemeinen das Metallgussverfahren bevorzugt.
Feinguss
FeingussDer größte Vorteil des Feingusses besteht darin, dass aufgrund der hohen Maßgenauigkeit und Oberflächengüte des Feingusses derBearbeitungsaufwand reduziert werden kann, wobei jedoch beiTeilen mit höheren Anforderungen eine kleineBearbeitungszugabe verbleibt. Es ist ersichtlich, dass die Verwendung des Feingussverfahrens eine Menge Werkzeugmaschinenausrüstung und Arbeitsstunden einsparen kann und Metallrohstoffe stark reduziert.
Lost Foam Gießen
Lost Foam GießenBeim Lost Foam Casting werden Paraffin- oder Schaumstoffmodelle, die der Größe und Form desGussteils entsprechen, zu Modellclustern zusammengefasst. Nach dem Bürsten und Trocknen von feuerfesten Schlichten werden sie zur Vibrationsmodellierung in trockenen Quarzsand eingegraben und unter Unterdruck gegossen, um das Modell zu vergasen. Das flüssige Metall nimmt die Position des Modells ein und bildet nach dem Erstarren und Abkühlen ein neuesGussverfahren.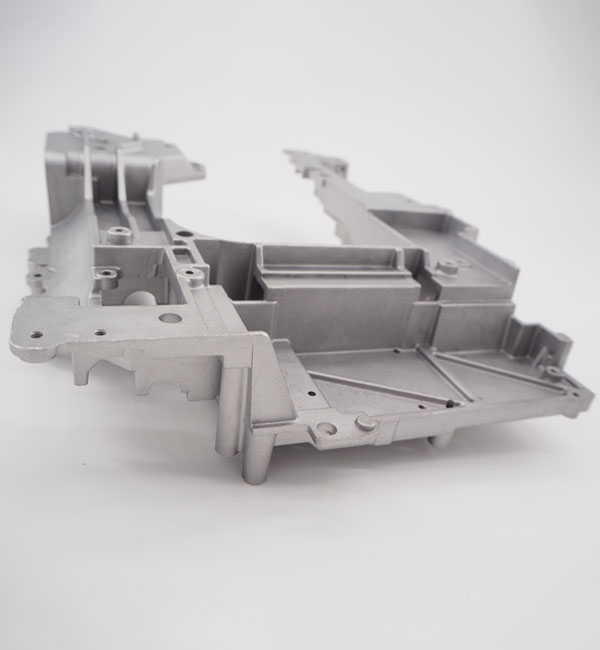
Druckgießen
DruckgießenDruckguss ist ein Metallgussverfahren, bei dem das geschmolzene Metall unter hohem Druck durch den Hohlraum der Form gepresst wird. Die Formen werden in der Regel aus höherfesten Legierungen hergestellt, und das Verfahren ähnelt in gewisser Weise dem Spritzgießen. Die meisten Druckgussteile sind eisenfrei, z. B. Zink, Kupfer, Aluminium, Magnesium, Blei, Zinn und Blei-Zinn-Legierungen sowie deren Legierungen. MINGHE ist seit 1995 Chinas führender Druckgussdienstleister.
Schleudergießen
SchleudergießenZentrifugalgießen ist eineTechnik und Methode, bei der flüssiges Metall in eine mit hoher Geschwindigkeit rotierende Form eingespritzt wird, so dass das flüssige Metall durch die Zentrifugalbewegung die Form füllt und einGussteil bildet. Durch die Zentrifugalbewegung kann das flüssige Metall die Form in radialer Richtung gut ausfüllen und die freie Oberfläche desGussstücks bilden; es beeinflusst den Kristallisationsprozess des Metalls und verbessert dadurch die mechanischen und physikalischen Eigenschaften desGussstücks.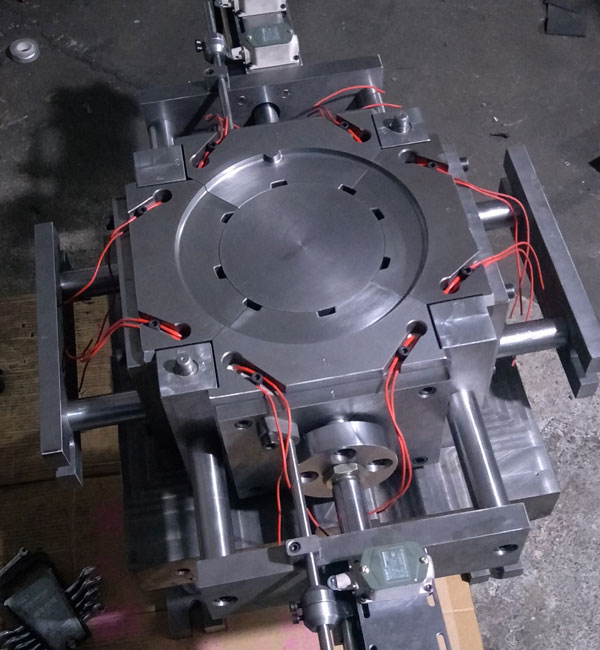
Niederdruckgießen
NiederdruckgießenNiederDruckguss bedeutet, dass die Form im Allgemeinen über einem versiegelten Tiegel platziert wird und Druckluft in den Tiegel eingeleitet wird, um einen niedrigen Druck (0,06~0,15MPa) auf die Oberfläche des geschmolzenen Metalls zu erzeugen, so dass das geschmolzene Metall aus dem Steigrohr aufsteigt, um die Form zu füllen und das Erstarrungsgießverfahren zu steuern. Dieses Gießverfahren hat eine gute Speisung und dichte Struktur, einfach zu gießen große dünnwandige komplexeGussteile, keine Speiser, und eine Metallrückgewinnungsrate von 95%. Keine Umweltverschmutzung, leicht zu automatisieren.