Niederdruckgießen
Was ist Niederdruckgießen?
Niederdruckgießen bedeutet, dass die Form im
Allgemeinen über einem versiegelten Tiegel platziert
wird und Druckluft in den Tiegel eingeleitet wird, um
einen niedrigen Druck (0,06~0,15MPa) auf die Oberfläche
des geschmolzenen Metalls zu erzeugen, so dass das
geschmolzene Metall aus dem Steigrohr aufsteigt, um die
Form zu füllen und das Erstarrungsgießverfahren zu
steuern. Dieses Gießverfahren hat eine gute Speisung und
eine kompakte Struktur. Es ist einfach, große und
dünnwandige komplexeGussteile ohne Speiser zu gießen,
und die Metallrückgewinnungsrate kann 95% erreichen.
Keine Umweltverschmutzung, leicht zu automatisieren. Die
Kosten für die Ausrüstung sind jedoch hoch und die
Produktionseffizienz ist gering. Im Allgemeinen wird sie
für das Gießen von Nichteisenlegierungen
verwendet.
Das Niederdruckgießen ist ein Gießverfahren, bei dem
eine flüssige Legierung unter Druck von unten nach oben
in den Formhohlraum gepresst wird und unter Druck
erstarrt, umGussstücke zu erhalten. Der abgedichtete
Tiegel wird mit trockener Druckluft oder Inertgas
gefüllt. Mit Hilfe des Drucks, der auf die Oberfläche
des geschmolzenen Metalls wirkt, füllt das geschmolzene
Metall die Form gleichmäßig entlang des Steigrohrs von
unten nach oben durch den Anguss. Der Fülldruck beträgt
im Allgemeinen 20~60kPa. Wenn dasGussstück vollständig
erstarrt ist, wird der Gasdruck auf der
Flüssigkeitsoberfläche abgelassen, so dass die nicht
erstarrte Metallschmelze im Steigrohr und im Angusskanal
durch ihr Eigengewicht in den Tiegel fließt, die Form
geöffnet und dasGussstück entnommen wird.
DerHerstellungsprozess von NiederDruckguss umfasst die
folgenden vier grundlegenden Verfahren:
-
- Metallschmelzen und Herstellen von Formen
oderGussformen.
-
- Vorbereitungen vor dem Gießen: u. a. Abdichtung des
Tiegels (Anbringen des Dichtungsdeckels), Entfernung
der Schlacke im Steigrohr, Messung des
Flüssigkeitsstands, Dichtungsprüfung, Anpassung der
Form, Festziehen der Form usw.
-
- Gießen: einschließlich Heben von Flüssigkeiten,
Füllen, Druckbeaufschlagung, Verfestigung,
Druckentlastung und Kühlung, usw.
-
- Entformung: einschließlich loser Formen und
Ausgießen.
Die Anwendung des Niederdruckgießens
Das Niederdruckgießen ist die älteste
Anti-Schwerkraft-Gießtechnik und wird seit den 1940er
Jahren in der industriellen Produktion eingesetzt. Das
Niederdruckgießen ist ein gewöhnliches
Druckgussverfahren, bei dem nicht beanspruchteTeile
hergestellt werden können. Heutzutage wird das
Niederdruckgießen hauptsächlich zurHerstellung vonTeilen
aus Aluminium- und Magnesiumlegierungen verwendet, wie
z. B. Autorädern in der Automobilindustrie,
Zylinderblöcken, Zylinderköpfen, Kolben,
Raketengehäusen, Laufrädern, Windleiträdern und
anderenGussteilen mit komplexen Formen und hohen
Qualitätsanforderungen in der Automobilindustrie. Wenn
das Niederdruckgießen zurHerstellung von Stahlguss, wie
z. B. Stahlgussrädern, verwendet wird, muss das
Steigrohr aus speziellen feuerfesten Materialien
hergestellt werden. NiederDruckguss kann auch für
kleineGussteile aus Kupferlegierungen verwendet werden,
z. B. für Rohrverschraubungen, Wasserhähne in Bädern
usw. Die Technologie ist im Ausland industrialisiert
worden.
Die Merkmale des NiederDruckgusses
Beim NiederDruckguss können Sand, Metall, Graphit usw.
verwendet werden. Das Füllverfahren unterscheidet sich
vom Schwerkraftguss wie Metallguss und Sandguss und auch
vom Druckguss mit hohem Druck und hoher
Füllgeschwindigkeit. Es hat die folgenden Vorteile:
-
- Metallschmelzen und Herstellen von Formen
oderGussformen.
-
- Vorbereitungen vor dem Gießen: u. a. Abdichtung des
Tiegels (Anbringen des Dichtungsdeckels), Entfernung
der Schlacke im Steigrohr, Messung des
Flüssigkeitsstands, Dichtungsprüfung, Anpassung der
Form, Festziehen der Form usw.
-
- Gießen: einschließlich Heben von Flüssigkeiten,
Füllen, Druckbeaufschlagung, Verfestigung,
Druckentlastung und Kühlung, usw.
-
- Entformung: einschließlich loser Formen und
Ausgießen.
-
- Das Einfüllen von reinem geschmolzenem Metall
verbessert die Reinheit derGussstücke. Da die
geschmolzene Schlacke in der Regel auf der Oberfläche
des geschmolzenen Metalls schwimmt, wird das
NiederDruckgussteil im unterenTeil des Tiegels durch
das Steigrohr mit dem geschmolzenen Metall befüllt,
wodurch ein Eindringen der geschmolzenen Schlacke in
den Formhohlraum vollständig vermieden wird.
-
- Die Flüssigmetallfüllung ist stabil, wodurch das
Taumeln, der Aufprall und das Verspritzen des
Flüssigmetalls während der Füllung reduziert oder
vermieden wird, wodurch die Bildung von oxidierter
Schlacke verringert wird.
-
- DasGussteil ist gut formbar. Das geschmolzene Metall
wird unter Druck eingefüllt, wodurch die
Fließfähigkeit des geschmolzenen Metalls verbessert
werden kann, was die Bildung vonGussstücken mit klaren
Konturen und glatten Oberflächen begünstigt und für
die Bildung großer dünnwandigerGussstücke
vorteilhafter ist.
-
- DasGussteil kristallisiert und erstarrt unter Druck,
ist voll speisbar und dasGussgefüge ist dicht.
-
- Verbessern Sie die Ausbeute an geschmolzenem Metall.
Unter normalen Umständen ist ein Steigrohr nicht
erforderlich, und das nicht kondensierte Metall im
Steigrohr kann zur wiederholten Verwendung in den
Tiegel zurückgeführt werden, was die Ausbeute an
geschmolzenem Metall erheblich verbessert. Im
Allgemeinen bis zu 90 %.
-
- Bequeme Produktion und Bedienung, gute
Arbeitsbedingungen, hohe Produktionseffizienz, einfach
zu realisieren Mechanisierung und Automatisierung.
-
- NiederDruckguss hat auch einige Mängel, Ausrüstung
und Form Investitionen ist relativ groß; bei
derHerstellung von Aluminium-LegierungGussteile, die
Tiegel und Steigrohr sind in Kontakt mit dem
geschmolzenen Metall für eine lange Zeit, die anfällig
für Korrosion und Schrott, die auch dazu führen, dass
das geschmolzene Metall zu erhöhen Eisen und
verschlechtern die Leistung.
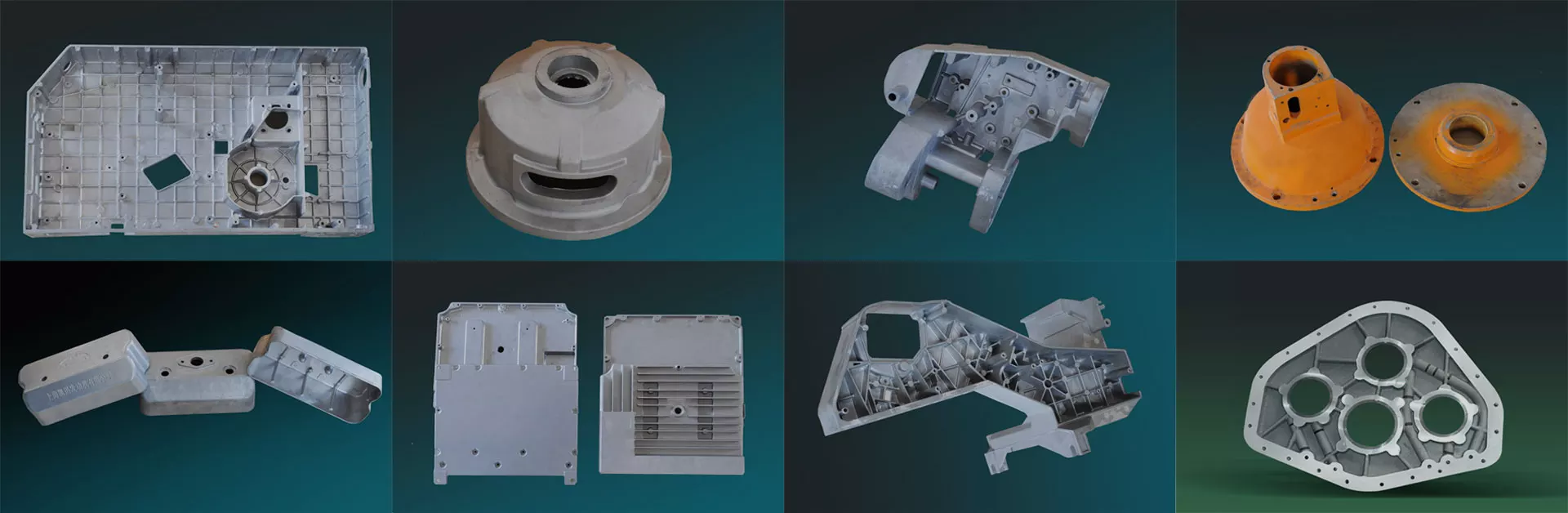
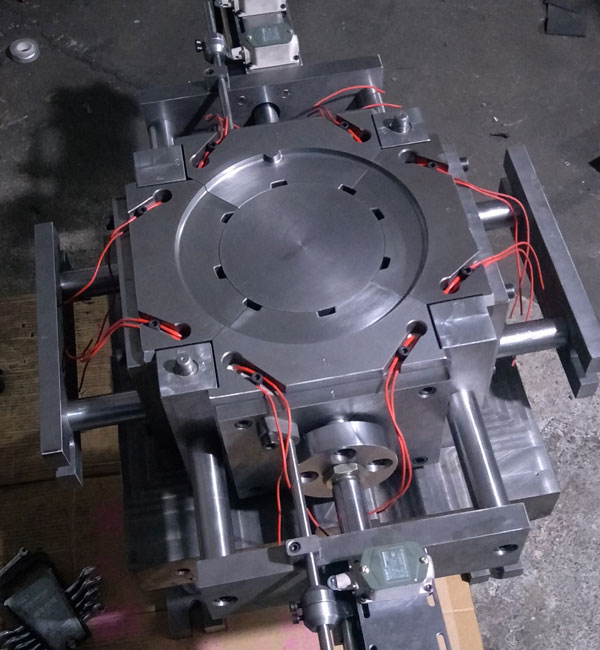
Verschiedene Arten von Produktionsszenarien für Niederdruckguß
MINGHE hält sich immer an die Anforderungen der Kunden und die
Dienstleistungstandards des Unternehmens. In jeder Phase des
Werkzeugdesigns, der Werkzeugmontage, der Fehlersuche in der
Form, der Probeproduktion, des Gießprozesses usw. stehen Ihnen
engagierte Ingenieure am Telefon zur Verfügung;

|
Multifunktionale Bohr- und
Gewindeschneidmaschine
▶
|

|
Anlagen zum Abschrecken und Anlassen von
Aluminiumlegierungen
▶
|

|
Hydraulische Entgatterpresse
▶
|

|
Niederdruck-Gießanlage-Kernschalenmaschine
▶
|

|
Niederdruck-Gießmaschine
▶
|

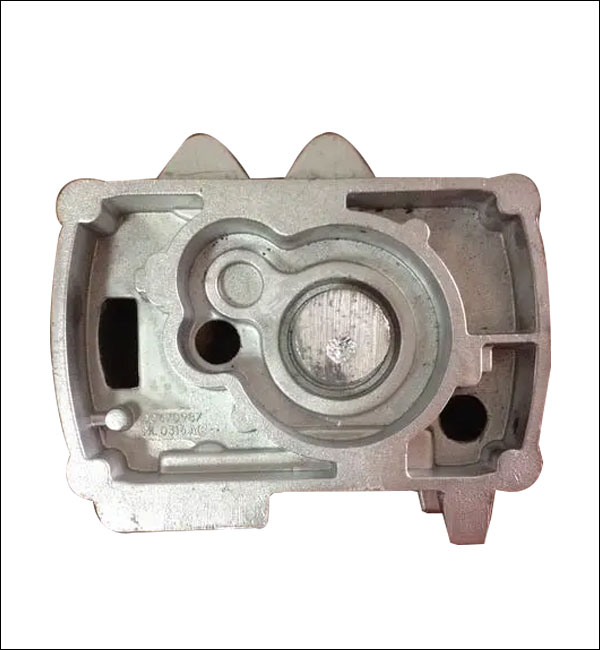
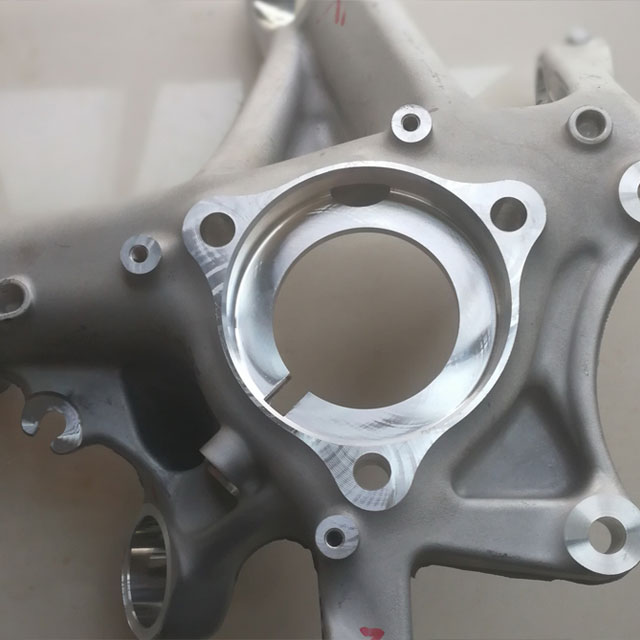
|
NiederDruckgussprodukt-Getriebekörper
▶
|
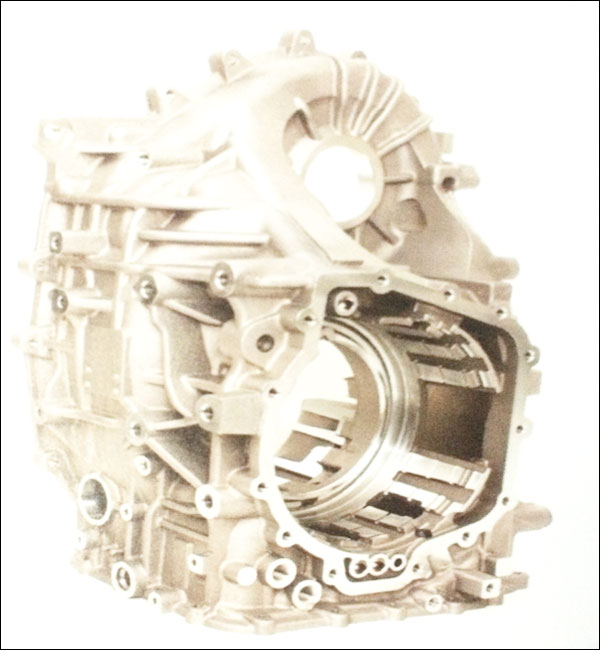
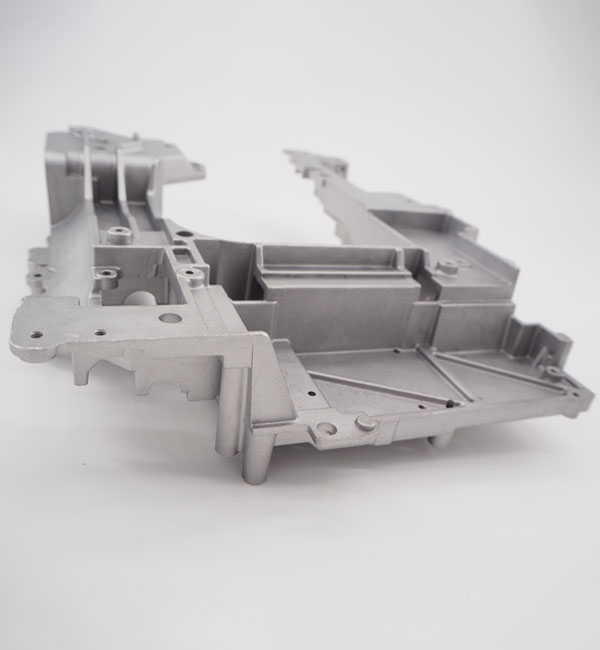
Die MINGHE-Fallstudien zum Niederdruckgießen
MINGHE Casting bietet Fertigungsdienstleistungen sowohl für
den Entwurf als auch für die Produktion von kleinen bis großen
Serien Ihrer Druckgussteile, Sandgussteile, Feingussteile,
Metallgussteile, Lost Foam-Gussteile und vieles mehr.
Go To View More Casting Parts Cases Studies
>>>
Wählen Sie den besten Lieferanten für NiederDruckguss
Derzeit werden unsere NiederDruckgussteile nach Amerika,
Kanada, Australien, Großbritannien, Deutschland, Frankreich,
Südafrika und in viele andere Länder auf der ganzen Welt
exportiert. Wir sind ISO9001-2015 registriert und auch von
SGS zertifiziert.
Unser kundenspezifischer
NiederDruckguss-FertigungsDienstleistung bietet langlebige
und erschwinglicheGussteile, die Ihren Spezifikationen für
die Automobil-, Medizin-, Luft- und Raumfahrt-, Elektronik-,
Lebensmittel-, Bau-, Sicherheits-, Marine- und andere
Branchen entsprechen. Kontaktieren Sie uns oder senden Sie
eine E-Mail an sales@hmminghe.com, um zu sehen, wie unsere
Mitarbeiter, Ausrüstung und Werkzeuge die beste Qualität zum
besten Preis für Ihr NiederDruckgussprojekt liefern können.
Wir bieten Casting-Dienste an:
MINGHE Casting Dienstleistungen arbeiten mit Sandguss,
Metallguss, Investitionsguss, Lost Foam Casting und mehr.
Sandgießen
SandgießenSandguss ist ein traditionelles Gießverfahren, bei
dem Sand als Hauptmodellierungsmaterial zurHerstellung
von Formen verwendet wird. Für Sandformen wird in der
Regel das Schwerkraftgießen verwendet, bei besonderen
Anforderungen können auch das Niederdruckgießen, das
Schleudergießen und andere Verfahren eingesetzt
werden. Das Sandgussverfahren ist sehr
anpassungsfähig: kleine und großeTeile, einfache und
komplexeTeile, Einzelteile und große Mengen können
verwendet werden.
Kokillengießen
KokillengießenKokillenguss hat eine lange Lebensdauer und eine hohe
Produktionseffizienz, hat nicht nur eine gute
Maßgenauigkeit und eine glatte Oberfläche, sondern
auch eine höhere Festigkeit als Sandguss und ist
weniger anfällig für Beschädigungen, wenn das gleiche
geschmolzene Metall gegossen wird. Daher wird bei der
Massenproduktion von mittleren und kleinen
Nichteisenmetallgussteilen, solange der Schmelzpunkt
desGussmaterials nicht zu hoch ist, im Allgemeinen das
Metallgussverfahren bevorzugt.
Feinguss
FeingussDer größte Vorteil des Feingusses besteht darin, dass
aufgrund der hohen Maßgenauigkeit und Oberflächengüte
des Feingusses derBearbeitungsaufwand reduziert werden
kann, wobei jedoch beiTeilen mit höheren Anforderungen
eine kleineBearbeitungszugabe verbleibt. Es ist
ersichtlich, dass die Verwendung des
Feingussverfahrens eine Menge
Werkzeugmaschinenausrüstung und Arbeitsstunden
einsparen kann und Metallrohstoffe stark
reduziert.
Lost Foam Gießen
Lost Foam GießenBeim Lost Foam Casting werden Paraffin- oder
Schaumstoffmodelle, die der Größe und Form
desGussteils entsprechen, zu Modellclustern
zusammengefasst. Nach dem Bürsten und Trocknen von
feuerfesten Schlichten werden sie zur
Vibrationsmodellierung in trockenen Quarzsand
eingegraben und unter Unterdruck gegossen, um das
Modell zu vergasen. Das flüssige Metall nimmt die
Position des Modells ein und bildet nach dem Erstarren
und Abkühlen ein neuesGussverfahren.
Druckgießen
DruckgießenDruckguss ist ein Metallgussverfahren, bei dem das
geschmolzene Metall unter hohem Druck durch den
Hohlraum der Form gepresst wird. Die Formen werden in
der Regel aus höherfesten Legierungen hergestellt, und
das Verfahren ähnelt in gewisser Weise dem
Spritzgießen. Die meisten Druckgussteile sind
eisenfrei, z. B. Zink, Kupfer, Aluminium, Magnesium,
Blei, Zinn und Blei-Zinn-Legierungen sowie deren
Legierungen. MINGHE ist seit 1995 Chinas führender
Druckgussdienstleister.
Schleudergießen
SchleudergießenZentrifugalgießen ist eineTechnik und Methode, bei
der flüssiges Metall in eine mit hoher Geschwindigkeit
rotierende Form eingespritzt wird, so dass das
flüssige Metall durch die Zentrifugalbewegung die Form
füllt und einGussteil bildet. Durch die
Zentrifugalbewegung kann das flüssige Metall die Form
in radialer Richtung gut ausfüllen und die freie
Oberfläche desGussstücks bilden; es beeinflusst den
Kristallisationsprozess des Metalls und verbessert
dadurch die mechanischen und physikalischen
Eigenschaften desGussstücks.
Niederdruckgießen
NiederdruckgießenNiederDruckguss bedeutet, dass die Form im
Allgemeinen über einem versiegelten Tiegel platziert
wird und Druckluft in den Tiegel eingeleitet wird, um
einen niedrigen Druck (0,06~0,15MPa) auf die
Oberfläche des geschmolzenen Metalls zu erzeugen, so
dass das geschmolzene Metall aus dem Steigrohr
aufsteigt, um die Form zu füllen und das
Erstarrungsgießverfahren zu steuern. Dieses
Gießverfahren hat eine gute Speisung und dichte
Struktur, einfach zu gießen große dünnwandige
komplexeGussteile, keine Speiser, und eine
Metallrückgewinnungsrate von 95%. Keine
Umweltverschmutzung, leicht zu automatisieren.
Vakuumgießen
VakuumgießenVakuumgießen ist ein Gießverfahren, bei dem Metall in
einer Vakuumkammer geschmolzen, gegossen und
kristallisiert wird. Durch das Vakuumgießen kann der
Gasgehalt im Metall minimiert und die Oxidation des
Metalls verhindert werden. Mit diesem Verfahren können
sehr anspruchsvolleGussstücke aus Spezialstahl und
extrem leicht oxidierende Titanlegierungen hergestellt
werden. MINGHE Casting verfügt über eine Unterfabrik
für Vakuumguss, die alle mit dem Vakuumguss
verbundenen Probleme lösen kann.