

压铸机是压铸生产中重要的基础技术装备,对压铸件的质量、生产效率、运行成本、劳动强度、环境卫生等都有直接影响。因此,应该对压铸机有更清晰的认识,这样才能规范合理地使用压铸机,保证压铸生产的顺利进行,提高劳动生产率。
压铸机的分类
压铸机的分类方法很多。按使用范围分为普通压铸机和专用压铸机;按锁模力分为小型机(≤4 000 kN)、中型机(4 000~10 000 kN)和大型机。小型机(≤4 000 kN);中型机(4 000~10 000 kN);大型机(≥10 000 kN);一般主要按机器结构和注射室(以下简称压室)的位置及其工作条件分类。各类压铸机的名称如图 1 所示。
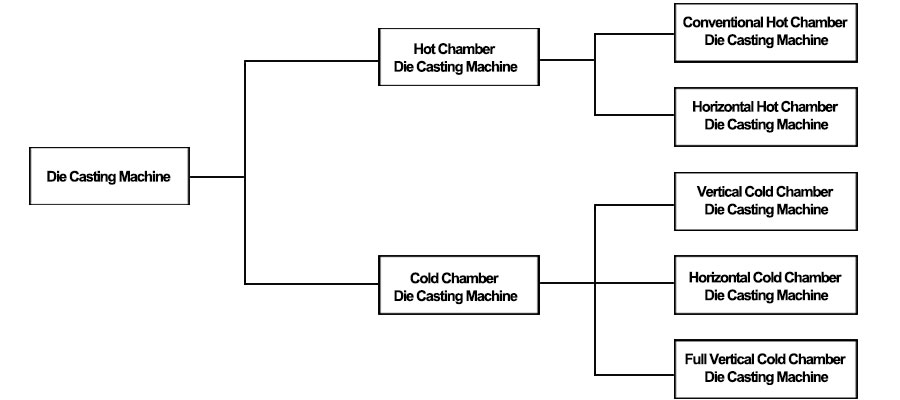
图 1 压铸机的分类
图 1 中的水平热室压铸机是水平放置的。它由美国哈维尔公司于 1981 年首次研制成功,并于 1982 年发布广告。1983 年,它在美国第 12 届国际压铸会议和展览会上展出。水平热室喷射机构。由于种种原因,这种机器尚未普及,暂不介绍。
压铸机的组成
压铸机的工作原理
热室压铸机
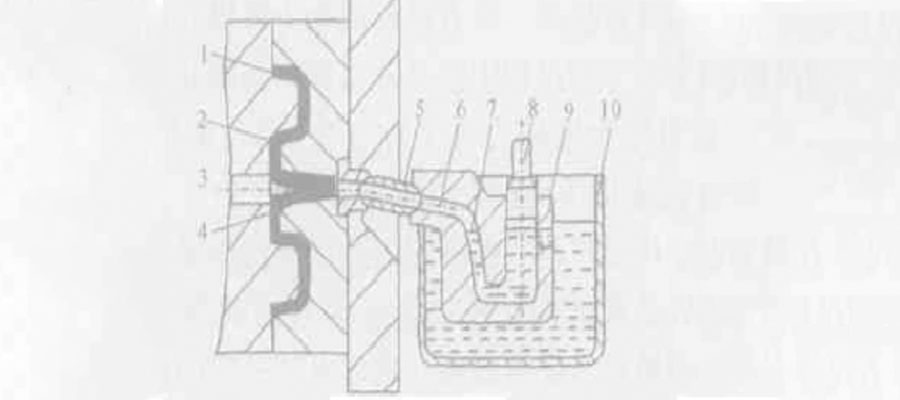
热室压铸机的正常工作模式如图 2 所示。热室压铸机的熔炉 10 放置在机器中。浇注进入熔炉后,带有压力腔和鹅颈通道的浇注壶 9 以及注射冲头 8 都浸入熔融金属 7 中。模具的开合动作水平移动。模具打开后,压铸件仍留在活动模具中。工作步骤如下
冷室压铸机
冷室压铸机的主机与熔炉分离,熔炉放在侧面,熔融金属从熔炉转移到主机的压室。熔炉通常只有保证。因其用于保温,故常称为保温炉;只有在机器数量较少或小批量生产时,保温炉才兼作熔点。冷室压铸机分为立式冷室、卧式冷室和全立式冷室。
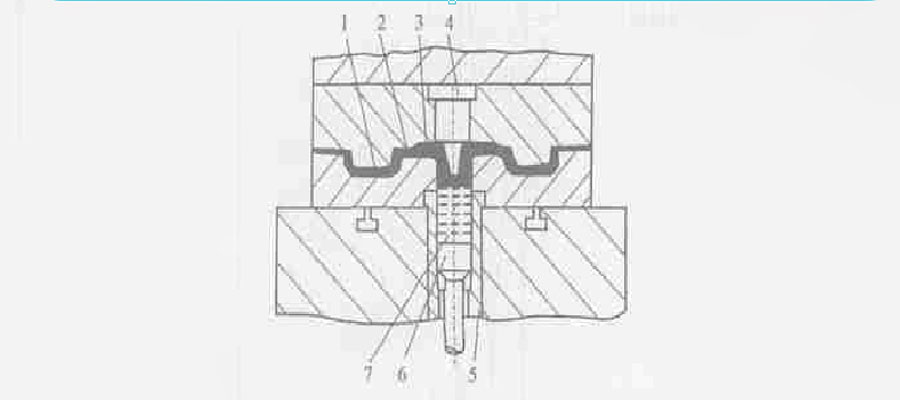
立式冷室压铸机的工作模式
立式冷室压铸机的工作模式如图 3 所示。压力室 7 垂直放置,上冲头 8 位于压力室上方(图中上方位置),下冲头 10 位于喷嘴 5 孔口堵塞处,以防止熔融金属涌入压力室并自行流入喷嘴孔中。模具的开合是水平的。移动和打开模具后,压铸件仍留在活动模具中。工作步骤如下:
卧式冷室压铸机的工作模式
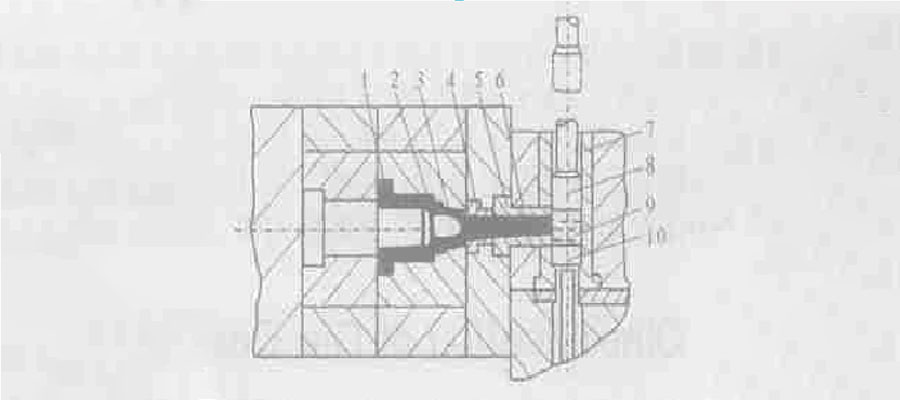
卧式冷室压铸机的工作模式如图 4 所示。压力室 7 水平放置,注射冲头 5 位于压力室最右端虚线处。模具的开合运动水平进行。模具打开后,压铸件留在活动模具中。工作步骤如下
全立式冷室压铸机的工作模式
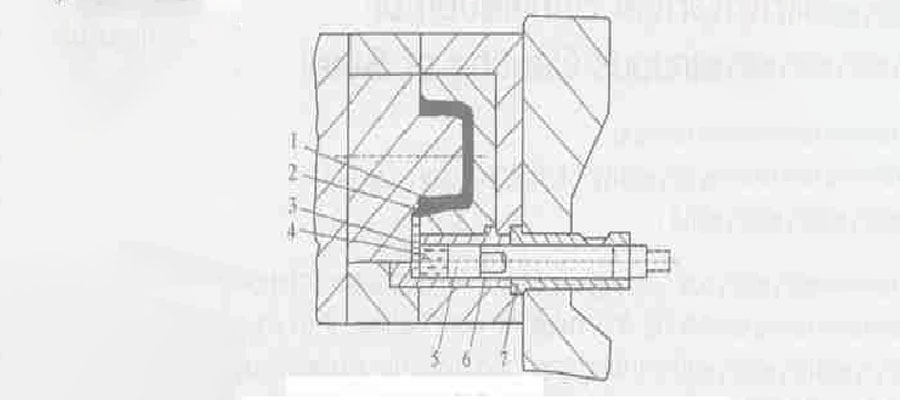
全立式冷室压铸机的工作模式如图 5 所示。压力室 5 垂直放置在机器下部,模具的开合上下移动,因此称为全立式压铸机。开模后,压铸件仍留在动模内。工作步骤如下:
中国压铸机相关标准
为了进一步促进我国压铸机生产的发展,我国机械工业有关部门于1980年颁布了压铸机参数标准,并于1990年进行了修订。同年还颁布了压铸机精度和技术条件标准,为压铸机的设计、制造和验收提供了参考。此后,又经过多次修订,使其更加完善,更加实用。2000 年修订后颁布的压铸机及其序列号的机械行业标准如下。压铸机参数(JB/T 8083 -2000)该标准规定了压铸机的参数。压铸机分为卧式冷室压铸机、立式冷室压铸机和热室压铸机三种。三种类型的主要参数和基本参数值见附录。








