摩擦焊接
摩擦焊接
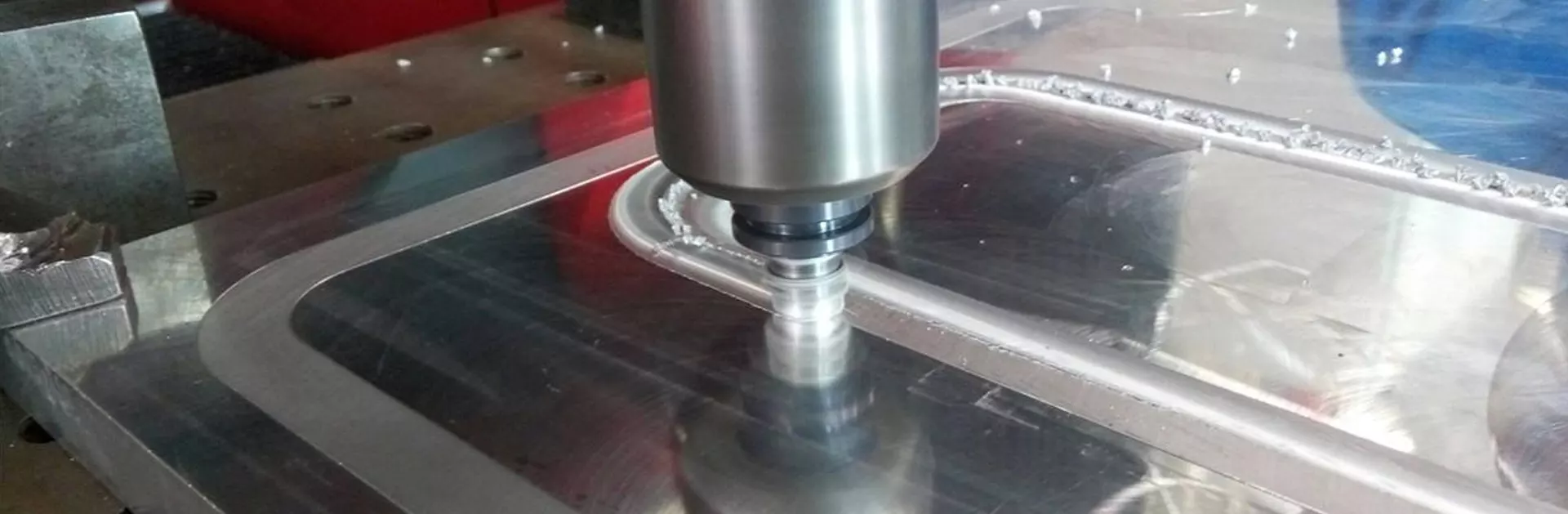
摩擦焊接是指利用工件接触表面摩擦产生的热量作为热源,使工件在压力作用下发生塑性变形而实现焊接的方法。
在压力作用下,在恒定或递增的压力和扭矩作用下,焊接接触端面之间的相对运动在摩擦表面及其附近产生摩擦热和塑性变形热,使其附近温度上升到接近但通常低于熔点的温度范围,材料的变形阻力降低,塑性提高,界面处的氧化膜被破坏。在顶锻压力的作用下,材料的塑性变形和流动伴随着界面处的分子扩散和再结晶,实现焊接的固态焊接方法。
明和为各种压铸应用提供完整的摩擦焊接解决方案 - 拥有大型机器组合和从工程到服务的额外支持。作为全球投资铸造制造领域的领导者,我们以提供市场上最好的服务为荣。我们对卓越客户服务的热情推动着我们追求卓越。要了解更多关于我们的服务或讨论您下一个项目的选择,请立即联系我们的团队。

摩擦焊接的本质
机械零件的金属表面由于摩擦而粘结和焊接是很常见的。在金属切削和机器高速旋转的过程中,经常发现两个金属零件的表面由于摩擦和热量而焊接在一起。例如:车削时,在车刀上产生积屑瘤;钻孔时,钻头和工件经常粘结在一起;滑动轴承由于轴的烧结而卡死。当然,这些情况一直是人们力求避免的事故。作为焊接现象分析,它们的过程并不完善,焊接质量也不理想。
然而,通过分析这些粘结和焊接现象,有助于理解摩擦焊接的本质。
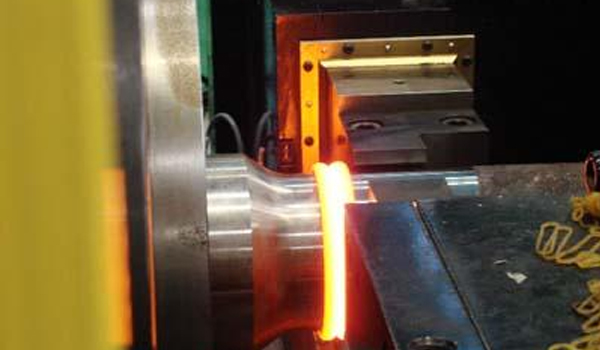
摩擦破坏了金属表面的氧化膜。摩擦生热降低了金属的强度但提高了其塑性。摩擦表面金属产生塑性变形和流动,这防止了金属的氧化,促进了焊接金属原子的相互扩散,形成了牢固的焊接接头。这就是摩擦焊接的本质。
摩擦焊接的特点
为什么摩擦焊接在国内外发展很快,应用很广,这是因为它具有一系列优点。这些优点包括以下几个方面:
1. 焊接接头质量好且稳定
我国用低温摩擦焊生产的铝铜过渡接头的报废率不到0.01%;锅炉厂用摩擦焊代替闪光焊生产省煤器盘管,焊接报废率从10%降到0.001%。西德用摩擦焊代替闪光焊生产汽车排气阀,焊接废品率从1.4%降到0.04~0.01%。从上述实例可以看出,摩擦焊的报废率很低,约为一般焊接方法的1%。
2. 适合焊接异种钢和异种金属
摩擦焊不仅可以焊接普通异种钢,还可以焊接室温和高温机械性能、物理性能差异很大的异种钢和异种金属,如碳素结构钢—高速工具钢;铜—不锈钢等。
3. 焊件尺寸精度高
摩擦焊生产的柴油机预燃室,总长度最大误差为±0.1mm。有些专用摩擦焊机可以保证焊件长度公差为0.2mm,偏心度小于0.2mm。因此,摩擦焊不仅用于焊接毛坯,还用于焊接装配产品。
4. 焊机功率小,节能
摩擦焊与闪光焊相比,节能约80~90%。
5. 摩擦焊接的环保性能
摩擦焊工作场所卫生,无火花、电弧和有害气体,有利于环保,适合与其他先进金属加工方法配套使用于自动生产线。