
푸란수지모래는일반적으로중국에서생산되는대규모연성철 주물의성형재료로사용됩니다. 그것은무거운붓는무게와복잡한구조로단일조각으로생산됩니다. 주물의품질과성능에대한요구사항이높습니다. 일부주조결함, 특히수축결함은종종제련공정에서나타납니다. 이로인해주물이폐기되고특히고강도, 고신율및 충격값 요구사항이있는 QT400-18AR 소재의경우큰 경제적손실을초래할수 있습니다.
이러한두껍고큰 부품의기계적특성을보장하면서흑연부유및 수축결함을피하는것은쉽지않습니다. 샘플실험설계를통해 Elkem의분석장비를사용하여벽 두께가 180mm 인고체샘플의흑연부유, 수축및 기타결함에대한화학성분및 주입온도의영향을연구했습니다. 그런다음연성철 두꺼운벽 부품생산에적용하여우수한품질의주물을얻습니다.
장비및 재료는자체사용고순도선철, 순수저망간스크랩, 고마그네슘구상화제, 75 # FeSi 접종제, Elkem 저마그네슘구상화제, 접종제, 1. 5 톤의중간주파수용해로, 500kg 구상화백, 500kg 툰디쉬를위해준비됩니다. 엘켐 EPIC 열분석기, 탄소및 유황분석기, 분광기. 고체샘플목재모델의크기는 600mm×400mm×180mm이며, 공정은시험생산됩니다. 180mm의벽 두께는회사에서생산하는두껍고큰 구상흑연주철제품을덮는데 사용됩니다. 아주대표적인제품입니다. 라이저와스프루 시스템이장착되어있으며 500kg의타설중량의바닥타설을채택합니다.
제련및 주입계획은 1. 5t 제련중간주파수용광로를사용하여 1을녹이도록설계되었습니다. 5t 용철을녹이고, 매회 500kg씩구상화접종하고, 소형샘플시험편 1 상자를붓는방식입니다. 총 3 상자의시험편이 1 용광로에부어졌습니다. 다른제련및 주입방식은다음과같이설계되었습니다:
첫번째체계요금비율입니다:
85% 선철, 15% 저망간철 스크랩; 화학성분제어: 구상화접종처리계획채택: 첫째, 500kg 철이툰디쉬에전달되고, 1. 5 % 고마그네슘구상화제, 0. 3-0. 4% 접종제와접종제를구상화백에넣고 0. 8% 피복제를넣고구상화를위해백을뒤집습니다. 구상화공정이완료된후 백의내부표면을유동접종제에붓고완전히부순다음샘플을 EPIC 기기로분석하고테스트합니다. 1. 2% 엘켐구상화제, 0. 8-1. 0 % 피복제, 0. 4 % 유리컬릿을구상화백에내장하고철분을구상화백으로직접배출하고 0. 5 % Elkem 접종제를동시에넣습니다. 구상화가완료된후 표면에뿌려진엘켐후속접종제를 EPIC 기기를사용하여샘플링하고분석합니다.
1. 2 % 엘켐구상화제, 0. 8-1. 0 % 피복제, 0. 4 % 유리컬릿을구상화백에내장하고철분을구상화백으로직접배출하고 0. 5 % Elkem 접종제를동시에넣습니다. 구상화가완료된후 표면에뿌려진엘켐후속접종제를 EPIC 기기를사용하여샘플링하고분석합니다.
두번째계획충전비율: 선철 65%, 저망간스크랩 35%; 화학성분제어:
구상화접종처리계획채택 : 500kg의철분을툰디쉬에직접주입하고, 1. 2 % 엘켐결절화제, 0. 8-1. 0 % 피복제및 0. 4 % 유리컬릿을구상화백에넣고결절화백에철분을직접넣습니다. 0. 5 % 엘켐접종제를넣습니다. 구상화과정이완료된후, 엘켐의유동성접종제를백의내부표면에넣고완전히부수고분석및 테스트를위해샘플링을위해 EPIC 기기를사용합니다.
500kg의철을툰디쉬에직접두드릴수 있으며 0. 95 % Elkem 저마그네슘구상화제, 0. 65 % Elkem 피복제, 0. 2 % 철스크랩및 0. 1 % 슬래그제거제가구상화백에내장되어있으며철을구상화포장에직접두드릴수 있습니다. 구상화가완료된후, 엘켐후속접종제를표면에뿌려완전히부수고 EPIC 기기로샘플을분석및 테스트합니다. 500kg의철을툰 디쉬에직접두드리고구상화백에는 1. 2 % Elkem 결절제, 0. 3 % 피복제, 0. 2 % Elkem 접종제, 0. 5 % 철스크랩및 0.1 % 슬래그제거제가내장되어있으며구상화백에철을직접꺼내면서동시에 0. 35 %의 Elkem 접종제를넣습니다.
구상화가완료된후, 엘켐후속접종제를표면에뿌려완전히부수고 EPIC 기기로샘플을분석및 테스트합니다. 세번째계획은충전비율입니다: 선철 65%, 스크랩 35%; 화학성분제어:
구상화접종처리계획을채택합니다: 500kg의철을툰디쉬에직접두드리고, 1. 2 % 엘켐저 마그네슘구상화제, 0. 8 % 피복제및 0. 1 % 슬래그제거제를구상화백에묻고철을구상화백에직접두드려넣습니다. 동시에 0. 55 %의엘켐접종제가투입되었습니다. 구상화공정이완료된후, 엘켐의유동성접종제를백의내부표면에넣고완전히분쇄한 후 EPIC 기기로샘플을분석하고테스트했습니다. 500kg의철을툰디쉬에직접두드리고, 1. 2 % 엘켐저 마그네슘구상화제, 0. 8 % 엘켐피복제, 0. 1 % 슬래그제거제를구상화백에묻혀구상화백에직접두드리고동시에 0. 55 % 엘켐접종제를투입합니다. 구상화가완료된후 표면에뿌려진엘켐후속접종제를완전히부수고 EPIC 기기로샘플을분석및 테스트합니다. 500kg의철을툰 디쉬에직접두드리고 1. 2 % Elkem 저마그네슘구상화제, 0. 3 % 피복제, 0. 2 % Elkem 접종제 및 0. 1 % 슬래그제거제를구상화백에미리매립하여구상화포장에직접두드리면서 0. 35 % Elkem 접종제를넣습니다. 구상화가완료된후 표면에뿌려진엘켐접종제를완전히부수고 EPIC 기기로샘플을분석및 테스트합니다. 실험검출방법및 분석방법용철의탄소및 황함량은탄소및 황검출기로검출하고 P, Mn 및 Cu와같은합금함량은스펙트럼분석기로검출하고용광로앞의다양한화학성분의냉각곡선은 Elkem EPIC 장비로검출합니다. 예를들어, LET(액상전이온도), CE(실제탄소등가물), G1, G2, G3는서로다른간격값을갖습니다. 테스트결과및 토론첫 번째계획에대한결과및 토론:
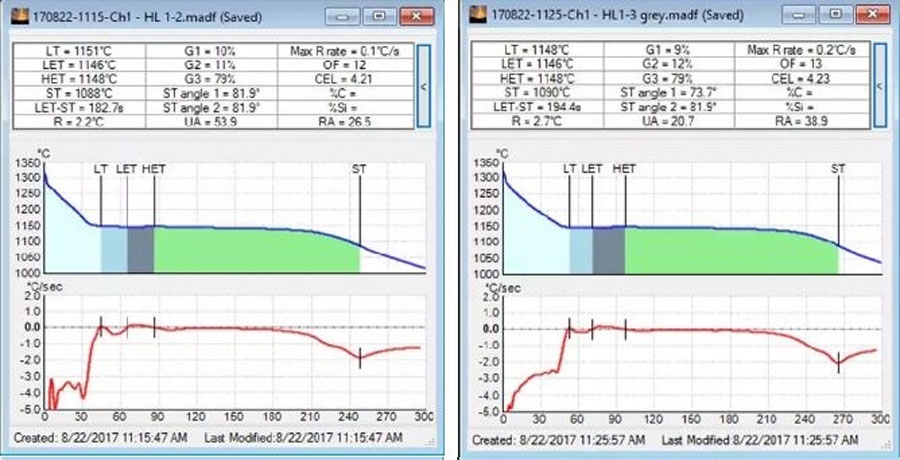
다양한처리방법에따라감지된 EPIC 이미지는다음과같습니다:

곡선 1: 첫번째용광로원본쇳물입 샘플의곡선곡선 2: 첫번째용광로프로그램 A의결과곡선
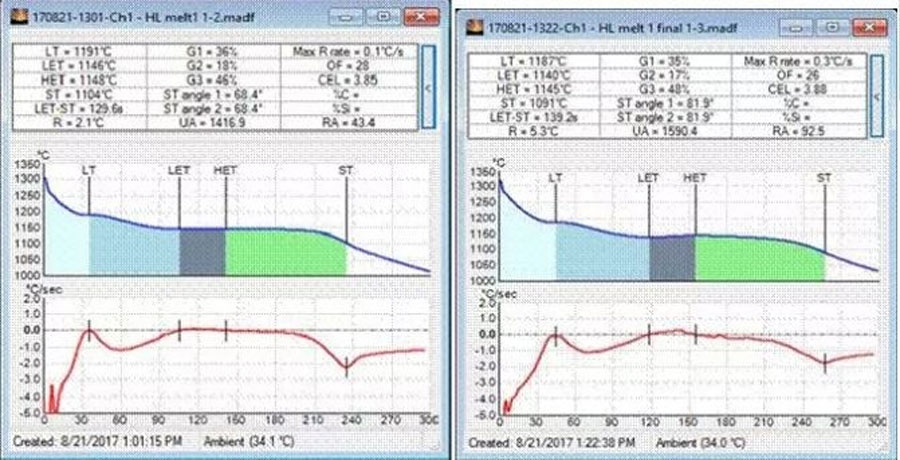
곡선 3: 첫번째용광로방식의결과곡선 B 곡선 4: 첫번째용광로방식의결과곡선 C
두번째옵션에대한결과및 논의
다양한처리방법에따라감지된 EPIC 이미지는다음과같습니다:
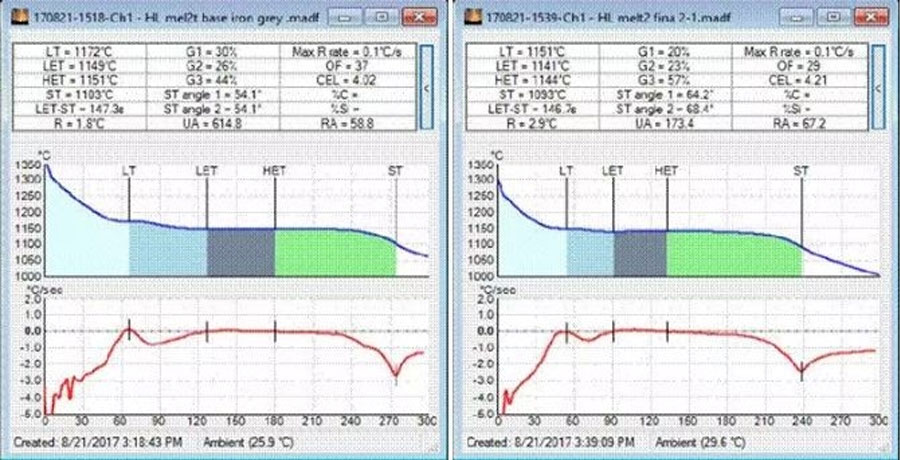
곡선 5: 두번째용광로원본쇳물입상샘플의곡선곡선 6: 두번째용광로프로그램 A의결과곡선
곡선 7: 두번째용광로프로그램 B의결과곡선곡선 8: 두번째용광로프로그램 C의결과곡선
세번째옵션에대한결과및 논의
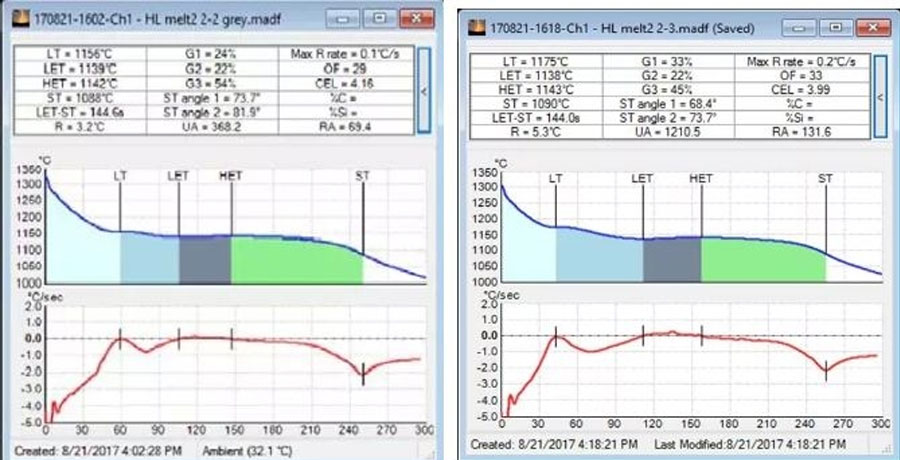
곡선 9: 세번째용광로원본쇳물입상샘플의곡선곡선 10: 세번째용광로프로그램 A의결과곡선
곡선 11: 세번째용광로플랜 B의결과곡선
곡선 12: 세번째용광로플랜 C의결과곡선
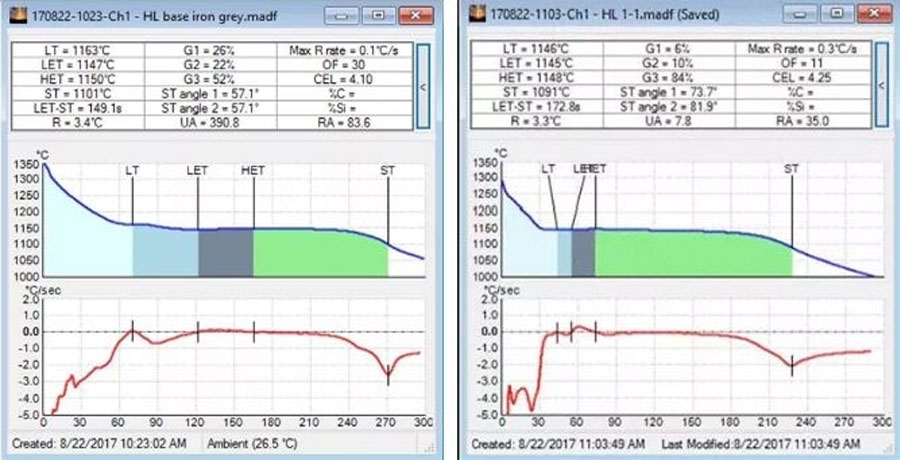
두번째용광로의원래용철의 LET 값은첫 번째용광로보다높고 G1 값은첫 번째용광로보다작습니다. 두번째및 세번째용광로의충전비율을조정하고순수한저망간스크랩을덩어리강철로대체함으로써 LET 값이가까워지고침탄후 G1 값이크게감소합니다. 따라서탄소함량을높이면원래용철의핵 형성능력이향상되고감소할수 있습니다.
수축경향은스크랩의종류에따라거의변화가없습니다. 적절한구상화접종처리공정은첫 번째용광로 A 플랜과 B 플랜및 C 플랜을비교하여얻을수 있습니다. 공장의자체구상화제 및접종제는기존처리방법을채택하고용융철의수축경향과핵 형성능력이더 좋습니다. 불량; 두번째용광로계획 A, 계획 B 및계획 C에따르면구상화제 투여량이 1. 2 %이고접종량이 0. 5 인경우처리효과가가장좋으며사전매립및 탭입력의차이가크지않습니다. 통과세 번째용광로계획 A, B 및 C를비교하면세 가지처리계획의효과에뚜렷한차이가없습니다.
변화의원인은원래용철의 CE 값입니다. 요컨대, 높은 CE 값 (C3. 7-3. 9, Si2. 1-2. 4)으로 Elkem 결절기접종제를사용하여결절기 1의복용량 1. 2%, 엘켐접종제 0. 5% 및유동접종제는높은형상을얻을수 있습니다. 핵능력과낮은수축경향을가진용철은품질요구사항을충족하는연성철 주물을쉽게얻을수 있습니다. 생산에대한적용결론연성철 두꺼운벽 부품의생산에샘플테스트결론을사용하십시오. 계획은다음과같습니다 : 용융중량 20t, 충전비율선철 65 %, 고철 35 %, Elkem 결절기 1. 2%, 엘켐접종제 0. 5%+흐름접종제, 원래용융철 C3. 7-3. 9, Si2. 2-2. 5, Mn≤0. 3, P≤0. 05, S<0. 02, 생산을위해테스트를위해주조에부착된 주조테스트바를가져와서주조본체를해부하고관찰합니다. 해부후 가공표면을검사하고가공후 흑연부유및 수축결함이없었으며프로그램이성공적이었습니다.









