
다이캐스팅은고도의자동화를통해복잡한형상의부품을대량생산할수 있는주조기술의일종입니다. 이를통해생산된주물은소형화, 고정밀, 적은가공공차및 우수한기계적특성이라는장점을가지고있습니다. 자동차및 기계에사용됩니다. 1WL은장비및 기타분야에서널리사용되었습니다. 케이싱쉘은자동차부품을설치하는데 중요한캐리어입니다. 벽두께는비교적얇지만기계적특성, 정밀도및 기밀성이높아야하며대량생산이필요합니다. 따라서압력주조는제조에가장적합한쉘입니다. 선택.
본논문에서는주물의구조를분석하고주물의주조시스템을설계한후 PmCAST 소프트웨어로시뮬레이션을수행합니다. 시뮬레이션결과분석을통해수축및 다공성과같은결함을제거하기위해공정을최적화하여쉘의기술적요구사항을충족하는다이캐스팅공정을얻습니다.
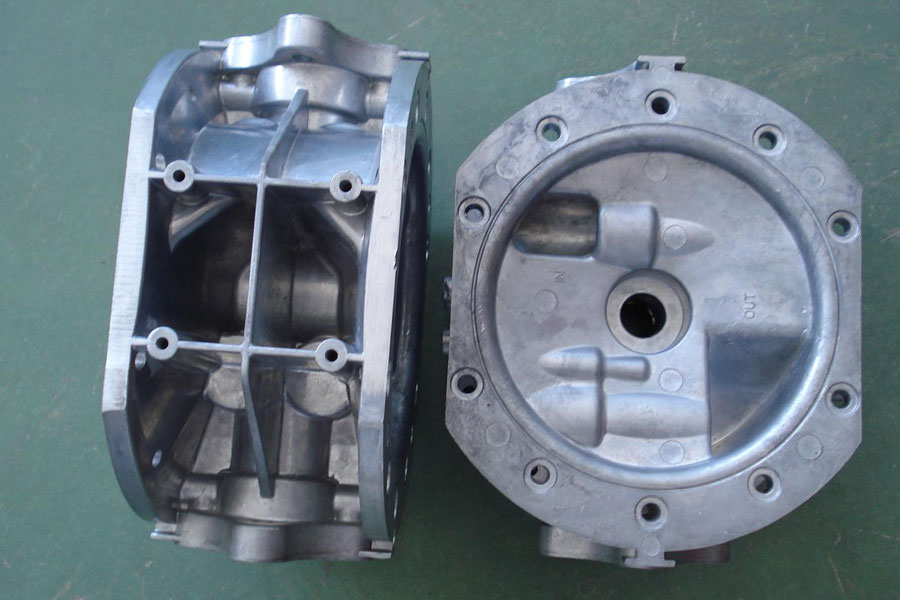
연구중인주물은특정회사에서생산하는자동차부품용케이스입니다. 3차원모델링다이어그램은그림 I에나와있습니다. 어두운영역은주물의가공표면, 가공공차는 0. 5mm, 주물의외형크기는 103mm x 98mm x 89mm, 주물부피는 234108mn r\', 질량은 632g, 가장두꺼운벽은 5. 5mm, 가장얇은벽은 2. 5mm, 평균벽 두께는 3mm입니다. 주조재료는유동성이우수하고기밀성이우수하며내마모성이높은 Al-Si-Cu 합금 YL113입니다. 합금조성은표 lw에나와있습니다. 주물은표면이매끄럽고구배각도가 1. 5°를초과하지않아야하며주물수축률은 0. 6%이고수축구멍및 다공성과같은내부결함이없어야합니다.
금형설계에서다이캐스팅공정이가장중요하며, 이는주조품질, 생산및 CNC 가공비용, 금형제조의난이도에직접적인영향을미칩니다. 다이캐스팅공정에는파팅표면선택, 게이팅시스템설계, 오버플로및 배기시스템설계가포함됩니다.
공정최적화를통해수축구멍과다공성결함이없는주물을만들고, 최적화된공정을생산검증에사용합니다. 검사를통해주물내부에수축구멍과수축다공성결함이없으며기술요구사항을충족하는것으로확인되어유사한주물다이캐스팅공정설계를안내하는데 사용할수 있습니다.








