
フラン樹脂砂は一般的に中国で生産される大型ダクタイル鋳鉄鋳物の成形材料として使用される。一体成型で製造され、注湯重量が重く、構造が複雑です。鋳物の品質と性能に対する要求が高い。鋳物の欠陥、特に引け巣は、しばしば製錬工程で現れます。特にQT400-18AR材は高強度、高伸度、衝撃値が要求される。
このような厚く大きな部品の機械的特性を確保する一方で、黒鉛の浮きや収縮欠陥を避けることは容易ではない。エルケム社の分析装置は、サンプル実験の設計を通じて、肉厚180mmのソリッドサンプルの黒鉛浮きや引けなどの欠陥に及ぼす化学成分や注湯温度の影響を調査しました。その後、ダクタイル鋳鉄厚肉部品の製造に適用し、良質の鋳物を得る。
設備と材料は自家用高純度銑鉄、純低マンガンスクラップ、高マグネシウム球状化剤、75#FeSi接種剤;Elkem低マグネシウム球状化剤、接種剤;1.5トン中間周波数溶解炉、500キロ球状化袋、500キロタンディッシュ。Elkem EPIC熱分析器、炭素・硫黄分析器、分光計。固体試料木型の大きさは600mm×400mm×180mmで、工程は試作です。肉厚180mmは、同社が生産する厚くて大きな球状黒鉛鋳鉄製品をカバーするために使用されている。かなり代表的なものである。ライザーとスプルーシステムを備え、注湯重量500kgの底注湯を採用している。
製錬・注湯計画は、1.5t製錬中間周波炉で1.5tの溶鉄を溶解し、1回500kgの球状化接種を行い、小サンプルテストピース1箱を注湯する。合計3箱のテストピースを1つの炉に注入した。異なる製錬と注湯のスキームは以下のように設計されている:
最初のスキームのチャージ比率:
銑鉄85%、低マンガン鉄スクラップ15%;化学成分管理:球状化接種処理計画を採用:まず、500kgの鉄をタンディッシュに搬入し、1.3-1.5%の高マグネシウム球状化剤、0.4%の植菌剤と植菌剤を0.8%の被覆剤で球状化袋に埋め込み、袋を反転して球状化処理する。球状化処理終了後、袋の内面を流動接種剤に流し込み、完全に粉砕した後、EPIC装置で試料を分析検査する。1.2%のエルケム球状化剤、0.8~1.0%の被覆剤と0.4%のガラスカレットを球状化袋に入れ、鉄を球状化袋に直接排出し、同時に0.5%のElkem接種剤を入れる。球状化終了後、表面に散布されたエルケムフォローアップ接種剤をサンプリングし、EPIC装置を用いて分析する。
1.2%のElkem球状化剤、0.8~1.0%の被覆剤と0.4%のガラスカレットを球状化袋に埋め込み、鉄を直接球状化袋に排出し、同時に0.5%のエルケム接種剤を投入する。球状化終了後、表面に散布されたエルケムフォローアップ接種剤をサンプリングし、EPIC装置を用いて分析する。
第2スキームの装入比率:銑鉄65%、低マンガンスクラップ35%;化学成分管理:
球状化接種処理計画:500kgの鉄を直接タンディッシュに入れ、1.2%のElkem結節剤、0.8~1.0%の被覆剤と0.4%のガラスカレットを球状化袋に入れ、鉄を直接結節化袋に入れる。0%の被覆剤と0.4%のガラスカレットを球状化袋に入れ、鉄を直接結球袋に入れる。0.5%のエルケム接種剤を入れる。球状化工程が終わってから、Elkemの流し込み接種剤を袋の内面につけて、完全に粉砕して、EPICの分析検査器でサンプリングして、分析検査する。
500kgの鉄を直接タンディッシュに入れ、0.95%のエルケム低マグネシウム球状化剤、0.65%のエルケム被覆剤、0.2%の鉄スクラップ、0.1%のスラグ除去剤を球状化袋に入れ、鉄を直接球状化包装に入れる。球状化が完了した後、Elkemのフォローアップ接種剤を表面に振りかけ、完全に粉砕し、EPIC装置でサンプルを分析・検査します。500kgの鉄を直接タンディッシュに入れ、球状化袋に1.2%のエルケム結節剤、0.3%の被覆剤、0.2%のエルケム接種剤、0.5%の鉄スクラップ、0.1%のスラグ除去剤を入れ、直接鉄を球状化袋に入れ、同時に0.35%のエルケム接種剤を入れる。
球状化が完了した後、エルケムのフォローアップ接種剤を表面に振りかけ、完全に粉砕し、EPIC装置でサンプルを分析・検査する。第3の計画は装入比率である:銑鉄65%、スクラップ35%;化学組成のコントロール:
球状化接種処理計画を採用:鉄500kgを直接タンディッシュに出鋼し、エルケム低マグネシウム球状化剤1.2%、被覆剤0.8%、スラグ除去剤0.1%を球状化袋に埋め込み、鉄を直接球状化袋に出鋼する。同時に0.55%のエルケム接種剤を入れた。球状化処理終了後、完全に粉砕された袋の内面にエルケムの流し込み接種剤を入れ、EPIC装置で分析・検査した。500kgの鉄を直接タンディッシュに叩き込み、1.2%のエルケム低マグネシウム球状化剤、0.8%のエルケム被覆剤、0.1%のスラグ除去剤を球状化袋に埋め込み、鉄を直接球状化袋に叩き込み、同時に0.55%のエルケム接種剤を投入する。球状化終了後、表面に散布したエルケム追い蒔き接種剤を完全に粉砕し、EPIC装置で分析試験する。500kgの鉄を直接タンディッシュに投入し、あらかじめエルケム社製低マグネシウム球状化剤1.2%、被覆剤0.3%、エルケム社製接種剤0.2%、スラグ除去剤0.1%を球状化袋に入れ、エルケム社製接種剤0.35%を入れながら、鉄を直接球状化パッケージに投入する。球状化終了後、表面に散布したエルケム接種剤を完全に粉砕し、EPIC装置で分析・検査する。実験的検出方法と分析方法 溶融鉄の炭素と硫黄の含有量は炭素・硫黄検出器によって検出され、P、Mn、Cuなどの合金の含有量はスペクトル分析器によって検出される。炉前の異なる化学組成の冷却曲線はElkem EPIC装置によって検出される。例えば、LET (液相転移温度)、CE (実際の炭素当量)、G1、G2、G3 は異なる間隔の値を持つ。試験結果と考察 第一スキームの結果と考察:
異なる処理方法により、検出されたEPIC画像は以下のようになる:

曲線 1:第 1 炉オリジナル溶融鉄灰口試料の曲線 曲線 2:第 1 炉プログラム A の結果曲線
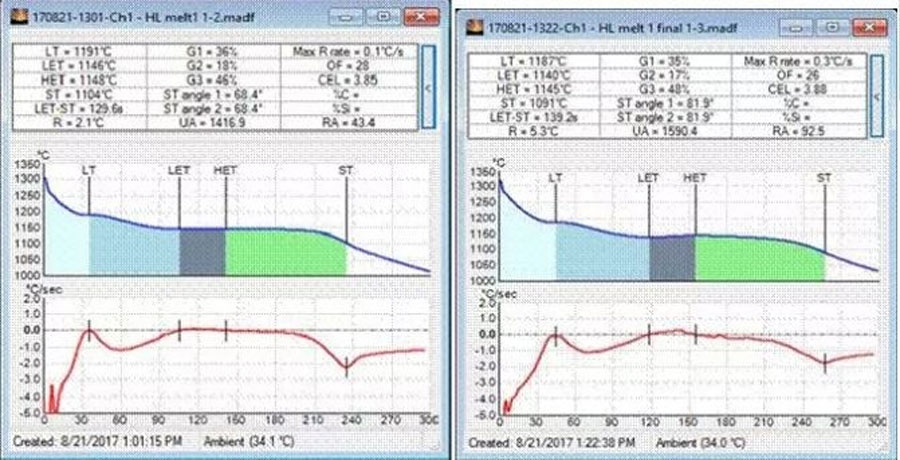
曲線 3:第 1 炉スキーム B の結果曲線 曲線 4:第 1 炉スキーム C の結果曲線
第2オプションの結果と考察
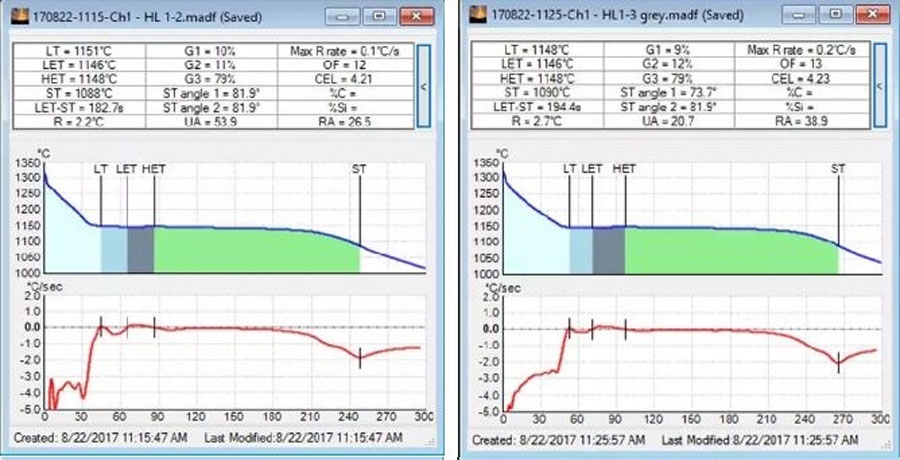
異なる処理方法により、検出されたEPIC画像は以下のようになる:
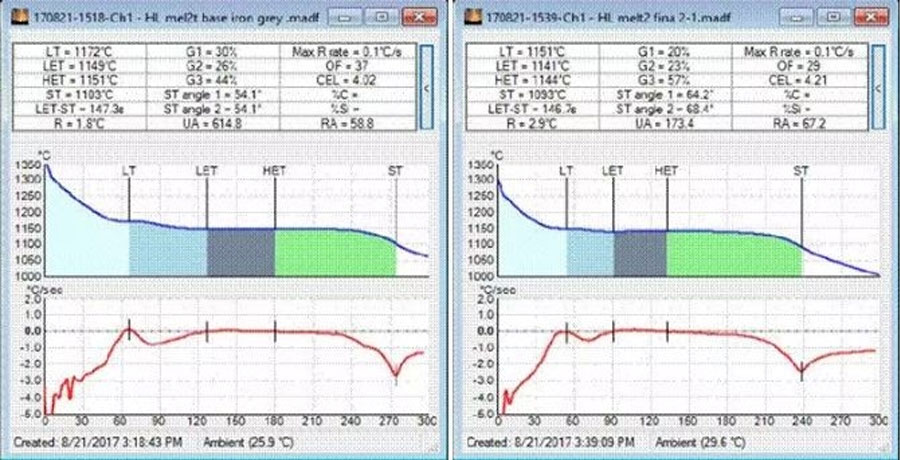
曲線 5:第 2 炉オリジナル溶融鉄灰口試料の曲線 曲線 6:第 2 炉プログラムの結果曲線 A
曲線 7:第 2 炉プログラム B の結果曲線 曲線 8:第 2 炉プログラム C の結果曲線
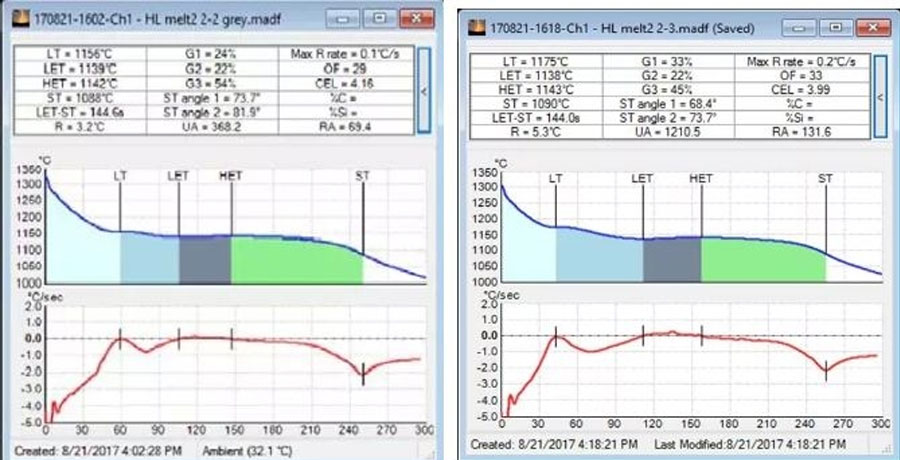
第3の選択肢の結果と考察
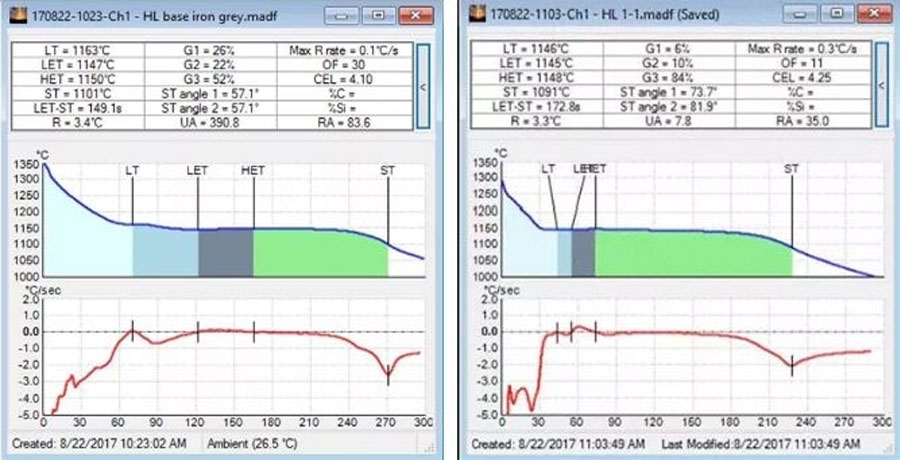
曲線 9:第 3 炉オリジナル溶融鉄灰口試料の曲線 曲線 10:第 3 炉プログラム A の結果曲線
曲線11:第3炉プランBの結果曲線
曲線12:第3炉プランCの結果曲線
第 2 炉の原溶鉄の LET 値は第 1 炉より高く、G1 値は第 1 炉より小さい。第 2 炉と第 3 炉の装入比を調整し、純粋な低マンガンスクラップを塊鋼に置き換えることで、LET 値は近くなり、再炭化後の G1 値は大幅に減少する。したがって、炭素含有量を増加させることで、元の溶鉄の核生成能力を向上させ、低減させることができる。
収縮傾向はスクラップの種類によってほとんど変化しない。第一炉A案とB案、C案を比較することで、適切な球状化接種処理工程が得られる。工場独自の球状化剤と接種剤は既存の処理方法を採用し、収縮傾向と溶鉄の核形成能が良い。悪い;第二炉A案、B案、C案によると、球状化剤添加量が1.2%、接種剤添加量が0.5%の場合、処理効果が最もよく、予備埋没と出銑の差は大きくない;合格 第三炉A案、B案、C案を比較すると、三つの処理方式の効果に明らかな差はない。
この変化の原因は、元の溶鉄のCE値である。つまり、CE値が高い(C3.7-3.9、Si2.1-2.4)場合、Elkem社の接種剤を使用し、接種剤1.2%、Elkem接種剤0.5%およびフロー接種剤を使用すると、高い形状を得ることができます 核能力と低収縮傾向を持つ溶融鉄は、品質要件を満たすダクタイル鋳鉄鋳物を得ることが容易になります。生産への適用ダクタイル鋳鉄厚肉部品の生産にサンプルテストの結論を使用する。溶解重量20t、チャージ比率銑鉄65%、スクラップ鋼35%、Elkemノジュライザー1.2%、Elkem接種剤0.5%+Flow接種剤使用、原溶鉄C3.7-3.9、Si2.2-2.5、Mn≦0.3、P≦0.05、S<0.02、生産のために、テストのために鋳造に付けられた鋳造テスト棒を取り、鋳造体を解剖し、観察する。解剖後、加工面を検査し、加工後の黒鉛浮きや収縮欠陥はなく、プログラムは成功した。









